




Ningbo Victor Seals Co., Ltd, grundat 1998, är en professionell tillverkare avMekaniska tätningari Ningbo, Zhejiang-provinsen. Vårt varumärke ”Victor” är registrerat i över 30 länder världen över. Vi förstår den avgörande rollenMekaniska tätningarspela in i olika industriella processer, och vår expertis hjälper till att hantera gemensamma utmaningar.
Vårt omfattande utbud avMekaniska tätningarinkluderar patrontätningar, gummibälgtätningar, metallbälgtätningar och O-ringstätningar, konstruerade för olika arbetsförhållanden. Vi erbjuder även OEM-produkterMekaniska tätningarskräddarsydda efter specifika kundkrav. Vi inser att förståelse för det primäraOrsaker till mekanisk tätningsfelär avgörande för tillförlitlig drift. Våra produkter är konstruerade för att minimera dessa problem och säkerställa optimal prestanda.
EffektivFelsökning av mekaniska tätningarinnebär ofta att problem identifieras tidigt. Våra tätningar är konstruerade med precision, och vi producerar olika reservdelar av material som kiselkarbid, volframkarbid, keramik och kol för tätningsringar, bussningar och axialskivor. UndersökningMönster för slitage på tätningsansiktetger viktiga insikter i prestanda, och våra högkvalitativa material bidrar till förlängd livslängd för tätningarna.
Ingenjörer frågar ofta omVad orsakar värmekontroll på mekaniska tätningsytor?Våra tätningar tillverkas enligt stränga standarder (DIN24960, EN12756, IS03069, AP1610, AP1682 och GB6556-94) för att motstå sådana problem. Dessutom förstår vi vikten avHur man förhindrar kemisk korrosion av tätningselastomerer?Vårt engagemang för kvalitetsmaterial och design säkerställer våra tätningars långsiktiga integritet, även i krävande miljöer.
Våra produkter används i stor utsträckning inom petroleum, kemisk industri, kraftverk, maskiner, metallurgi, varvsindustri, avloppsrening, tryckning och färgning, livsmedelsindustrin, apotek, bilindustrin med mera, vilket visar vårt engagemang för att tillhandahålla pålitliga och hållbaraMekaniska tätningar.
Viktiga slutsatser
- Installeramekaniska tätningarkorrekt. Dålig installation är en av de främsta orsakerna till att tätningar går sönder i förtid. Följ alla steg och använd rätt verktyg.
- Håll de mekaniska tätningarna smorda.Tätningar behöver en flytande filmatt fungera bra. Torrkörning gör att tätningarna blir för varma och går sönder snabbt.
- Skydda tätningarna från smuts och kemikalier. Slipande partiklar och fel kemikalier kan skada tätningarna. Använd filter och välj material som kan hantera vätskorna.
- Kontrollera temperatur och vibrationer. För mycket värme eller skakningar kan skada tätningarna. Använd kylsystem och reparera saker som orsakar vibrationer för att få tätningarna att hålla längre.
- Kontrollera tätningarna regelbundet och uppgradera materialen. Leta efter tecken på slitage. Att använda starkare material som kiselkarbid kan göra tätningarna mer hållbara.
1. Felaktig installation av mekaniska tätningar
Felaktig installationstår som en ledande orsak till förtida mekaniska tätningsfel. Även de mest robusta och högkvalitativa mekaniska tätningarna kan inte fungera optimalt om tekniker installerar dem felaktigt. Detta problem beror ofta på bristande utbildning, att installationsprocessen förhastades eller att kritiska steg försummas.
Konsekvenser av feljustering och felaktig inställning
Felaktig uppriktning och inställning skapar betydande driftsproblem.En betydande andelav mekaniska tätningsfel tillskrivs vibrationer orsakade av feljustering. Denna feljustering kan manifestera sig på flera sätt:
- Parallell (förskjuten) feljustering: Axlarna är förskjutna men förblir parallella.
- Vinkelfeljustering: Axlar skär varandra i en vinkel.
- Kombination av båda: Verkliga installationer uppvisar ofta en blandning av parallell och vinkelmässig feljustering.
Axelfeljustering orsakar nedböjning vid tätningsplatsenDenna nedböjning stör smörjfilmen mellan tätningsytorna. Även mindre nedböjning leder till ojämn belastning på tätningsytorna, ökad friktion och lokal värmeuppbyggnad. Dessa förhållanden försämrar snabbt tätningens prestanda och leder till haveri.
Felaktig inställning har också allvarliga konsekvenser.
- Inställning av trycket i tätningshuset för högt eller för lågtkan leda till tätningsfel.
- Drivproblem som orsakar högt kastavstånd på omröraraxeln kan leda till tätningsfel.
- Att köra omröraren med vätskan i bladnivå kan orsaka tätningsfel.
- För torra tätningar kan felaktig användning leda till högre kväveförbrukning än normalt, väsande eller pustande ljud från tätningshuset och att indikatorkulans avläsningar överstiger tillåtna gränser eller att flödesmätaren studsar.
- För smorda eller våta tätningar indikeras felaktig funktion av ökad vätskeförlust eller att tätningen körs helt torr.
- Läckande våta tätningar leder till att barriärvätska kommer in i satsen, vilket orsakar kontaminering. De kan också läcka ut i atmosfären och på kärlets topp, vilket skapar en röra. Så småningom går smörjapparaten tom, vilket leder till tätningsfel och potentiellt utsläpp av kärlets innehåll.
- Läckande torra tätningar förbrukar en betydande mängd kväve, slits ut och kan övertrycka små kärl. För fronttätningar kan en stor mängd fint koldamm komma in och förorena satsen. Detta leder så småningom till tätningsslitage, oförmåga att upprätthålla barriärgastrycket och atmosfäriskt utsläpp av kärlinnehåll.
Bästa praxis för installation av mekaniska tätningar
Följer branschstandarder för bästa praxissäkerställerkorrekt installationoch förlänger tätningens livslängd.
- Planering och inspektion före installationDetta innebär att identifiera tätningstyp, material och driftsförhållanden. Det inkluderar även inspektion av komponenter som axel, hylsa, packbox och tätningsytor för slitage. Tekniker mäter axelkast och diameter mot tillverkarens toleranser. De bekräftar att alla nödvändiga delar finns.
- Checklista före installationAnvänd en standardiserad checklista för att säkerställa rätt tätningsmodell och material. Kontrollera att axeln/hylsan ligger inom toleransgränserna. Se till att en ren miljö finns tillgänglig. Kalibrerade verktyg är redo, godkända smörjmedel finns till hands och nya O-ringar/stödringar finns. Dokumentera alla mått före installation.
- Verktyg, förbrukningsartiklar och konfiguration av arbetsytaFörbered ett rent, väl upplyst och föroreningsfritt område. Viktiga verktyg inkluderar momentnyckel, bladmått, mikrometer/skjutmått, mätklocka, mjukt skruvstäd, tillverkargodkänt monteringsfett, lösningsmedel, luddfria våtservetter och kalibrerade mätverktyg. För patrontätningar, kontrollera att packboxens bultar är korrekta och att åtdragningsföljden är korrekt.
2. Dålig smörjning och torrkörning
Hur otillräcklig smörjning skadar mekaniska tätningar
Otillräcklig smörjning försämrar allvarligt prestandan och livslängden hos mekaniska tätningar.De flesta mekaniska tätningar använder en vätskefilmmellan deras ytor för att minska värme och friktion. När denna smörjning är otillräcklig eller saknas uppstår torrkörning. Detta tillstånd orsakar omedelbar och allvarlig överhettning.Smörjfilmen mellan tätningsytorna kan förångas, vilket leder till termisk chockDenna stöt leder ofta till sprickbildning, blåsbildning och snabbt nötande slitage på tätningsytorna.
Operatörer observerar flera tecken på otillräcklig smörjning.Djupa spår på tätningsytanindikerar ofta detta problem. Andra symtom inkluderargnisslande ljud, ansamling av koldamm och repor eller reporpå tätningsytorna. Värmeskador på pumpkomponenterna tyder också på otillräcklig smörjning.Fel på spolningssystemet eller otillräcklig processvätskavid tätningsytorna genererar överdriven värme. Denna värme orsakar brända eller missfärgade tätningsytor och förkortar tätningens livslängd. Torrkörning orsakar ocksåkoncentriska spår på tätningsytan". "Blinkar av” beskriver den explosiva avdunstningen av media i tätningsgapet. Detta fenomen får tätningsytorna att vibrera och kratera. Låg smörjförmåga ökar sannolikheten för kavitation vid tätningsytorna. Detta leder till intermittent torrkörning, värme, slitage och läckage.
Strategier för att säkerställa korrekt smörjning av mekaniska tätningar
Korrekt smörjning är avgörande förförlänger livslängden på mekaniska tätningarDet minskar friktion och slitage, vilket förhindrar för tidiga haverier. Detta minskar också underhållskostnader och stilleståndstid. Effektiv smörjning minimerar läckage, vilket är avgörande för säkerhet och miljöefterlevnad. Det ökar också tillförlitligheten, vilket leder till smidigare drift och färre oväntade haverier.
Olika system säkerställer korrekt smörjning. Intern smörjning använder själva den pumpade vätskan. Detta system är kostnadseffektivt när den pumpade vätskan är ett bra smörjmedel. Extern smörjning använder en separat vätska. Detta är idealiskt när den pumpade vätskan inte är lämplig. Buffert- och barriärsystem är mer sofistikerade. De använder en lågtrycks- eller högtrycksvätska för farliga eller känsliga vätskor. Dessa system erbjuder högsta säkerhet.
Flera faktorer påverkar valet av smörjmedelHöga driftstemperaturer kan försämra smörjmedel. Högt tryck kan orsaka läckage av smörjmedel. Högre hastigheter genererar mer friktion och värme. Smörjmedlet måste ocksåkompatibel med processvätskanRegelbundna inspektioner är avgörande för tidig problemupptäckt. Detta inkluderar kontroll av läckor, slitage och smörjmedelsnivåer. Smörjmedelshantering innebär att man använder rätt typ och håller den ren. Rutinmässiga underhållsuppgifter inkluderar påfyllning av smörjmedel och filterbyte. Snabb undersökning av avvikelser förhindrar tätningsfel.
3. Slipmedel och föroreningar i mekaniska tätningar
Den destruktiva effekten av slipande partiklar
Slitande partiklar och kontaminering minskar livslängden för mekaniska tätningar avsevärt. Dessa partiklar, som ofta finns i processvätskan, skadar direkt tätningsytor. Till exempel kan oregelbundna SiO2-slitande partiklar orsaka skador, och experiment analyserar deras brottmekanismer vid tätningsgränssnittet. Under ...borrprocesser, partiklar och skräp, inklusive bergfragment, kommer in i tätningsytan. Detta leder till allvarligt slipande slitage. Dessa slipande partiklar orsakarrepor, sprickor eller ojämnt slitagepå de väsentliga delarna av en mekanisk tätning.
Slipande partiklar bryter ner mekaniska tätningskomponenterfrämst genom slipande slitage när de invaderar tätningsgränssnittet. Nedbrytningsmekanismerna beror på partikelns rörelse. Om partiklar bäddas in fungerar de som skärverktyg, vilket orsakar tvåkroppsslitage. Om de förblir fria kan deras rörelse innebära både glidning och rullning. Oavsett deras rörelse beror slitageförlusten på de skjuvnings- och sträckningseffekter som dessa partiklar utövar på gummit. Termisk nedbrytning av gummit kan förändra dess mekaniska egenskaper, vilket gör det mer mottagligt för partikelpenetration. Denna förändring kan förskjuta slitagemekanismen från ytskador till mikroskärning eller fläckavskalning. Dessutom kan partiklar fastna i ytdefekter, vilket förlänger deras slipande verkan och kan ändra deras rörelse från glidning till rullning, vilket intensifierar skadorna på tätningskomponenterna.
Filtrering och materialval för slipande miljöer
Att skydda mekaniska tätningar i slitande miljöer kräver effektiva strategier.Filtreringssystem är avgörande för att avlägsna större fasta partiklarDetta är särskilt viktigt i tillämpningar som gruvdrift, där spolvatten kan introducera slipande partiklar om det inte filtreras ordentligt.Lämpliga filtreringsstrategier, särskilt med finfilter, är viktiga för buffert- och barriärvätskor i mekaniska tätningar. Detta avlägsnar föroreningar, minskar slitage och skyddar tätningarnas prestanda. Det är viktigt att säkerställa att filtren ärkompatibel med vätskornaför att undvika att nya föroreningar införs eller flödet begränsas. Att välja lämpliga material för tätningsytor och sekundärtätningar spelar också en viktig roll. Hårdare material, såsom kiselkarbid eller volframkarbid, erbjuder överlägsen motståndskraft mot abrasivt slitage jämfört med mjukare material.
4. Kemisk inkompatibilitet med mekaniska tätningsmaterial
Kemisk attack och nedbrytning av mekaniska tätningar
Kemisk inkompatibilitet utgör ett betydande hot mot mekaniska tätningars integritet. När tätningsmaterial stöter på inkompatibla processvätskor uppstår kemiska angrepp och nedbrytning. Denna process äventyrar tätningens förmåga att fungera effektivt. Vanliga kemiska agens orsakar olika former av skador påtätningsytor, elastomerer och andra tätningskomponenterTill exempel,kolvätebaserade oljor angriper elastomerer som EPDM, medan lösningsmedel som aceton och etanol bryter ner material som nitril.
Starka syror, alkalier eller aggressiva lösningsmedelkan bryta ner den molekylära strukturen hos specifika gummiblandningar. Vätskor som orsakar absorption leder till svullnad och försvagning av elastomerer. Starka oxiderande kemikalier eller oljor som extraherar mjukgörare kan göra O-ringar hårda, spröda och styva. Miljöfaktorer som ozon, syre eller UV-ljus reagerar kemiskt med känsliga gummin, vilket orsakar sprickbildning. Petroleumbaserade oljor eller bränslen kan orsaka mjukning och svullnad i inkompatibla gummin som nitril (Buna-N).Rengöringsmedel, sura medier och frätande spolarkräver också noggrant övervägande av kemisk kompatibilitet. Miljöer med högt pH och termiska effekter kräver alkalibeständiga material.
Val av kemiskt resistenta mekaniska tätningskomponenter
Att välja rätt material för mekaniska tätningar är avgörande för att förhindra kemisk nedbrytning. Ingenjörer måste beakta flera kriterier när de väljer kemiskt resistenta komponenter.driftsmiljön är av största vikt; detta inkluderar temperatur, tryck och närvaron av slipande eller korrosiva vätskor. Materialen måste ha utmärkt termisk stabilitet för högtemperaturapplikationer. Kompatibilitet med processmediet är grundläggande. Materialen måste motstå aggressiva kemikalier, oljor eller gaser för att förhindra kemiska reaktioner, nedbrytning eller svullnad. Detta kräver att man beaktarprimärkemikalier, sekundära föreningar, reaktionsbiprodukter och rengöringsmedelpH-nivåer är avgörande, liksom oxiderande kemikalier och koncentrationen av frätande ämnen.
Temperatur- och tryckegenskaper är också viktiga. Förhöjda temperaturer accelererar kemiska angrepp och förändrar materialegenskaper. Höga tryck förvärrar kemiska angrepp och orsakar mekaniska påfrestningar. Därför behöver material hög tryckhållfasthet, såsom kiselkarbid eller volframkarbid. Krav på ytfinish och slitstyrka spelar också en roll. Ytkvaliteten påverkar smörjfilmer och skapar platser för kemiska angrepp. Hårda material, som volframkarbid eller kiselkarbid, är nödvändiga när processvätskor innehåller suspenderade fasta ämnen.
5. Effekter av för hög temperatur på mekaniska tätningar

Termisk stress och dess inverkan på mekaniska tätningars integritet
För höga temperaturer äventyrar avsevärt integriteten ochlivslängd för mekaniska tätningarHöga temperaturer orsakar termisk stress, vilket leder till olika former av skador.Friktionsvärmegenereringär ett primärt problem. Otillräcklig kylning eller felaktiga materialval leder till lokal uppvärmning. Detta orsakar materialnedbrytning eller haverier i smörjfilmerna. Material som kiselkarbid och volframkarbid erbjuder hög värmeledningsförmåga för bättre värmeavledning. Kol, även om det är självsmörjande, kan överhettas. Ineffektiva kylsystem vrider eller glaserar tätningsytorna. Överdriven värme bryter ner smörjfilmerna, vilket orsakar torr kontakt och slitage.
Temperaturfluktuationer orsakar också ytförvrängning eller termisk sprickbildning. Ojämn expansion mellan sammanfogande delar, på grund av olika termiska expansionskoefficienter, leder till feljustering och läckage. Termiska gradienter orsakar ojämn planhet eller böjning, vilket påverkar tätningstrycket och skapar heta punkter. Snabba temperaturförändringar orsakar termisk chock, särskilt i spröda material som keramik, vilket leder till sprickbildning. Höga tryck- och temperaturkombinationer accelererar utmattning och spänningsbrott. Dessutom accelererar förhöjda temperaturer kemiska reaktioner mellan tätningsmaterial och processmedia. Detta orsakar svullnad, mjukning eller sprickbildning. Temperaturförändringar kan få processvätskor att flamma, vilket leder till ånglåsning eller torrkörning. Ökad temperatur minskar ofta vätskans viskositet, vilket minskar smörjning och ökar slitage.
Olika material har varierande temperaturtoleranser:
| Elastomermaterial | Temperaturintervall |
|---|---|
| Nitrilgummi (NBR) | -40°C till 120°C |
| Fluorkarbongummi (FKM) | -20°C till 200°C |
| EPDM-material | -50°C till 150°C |
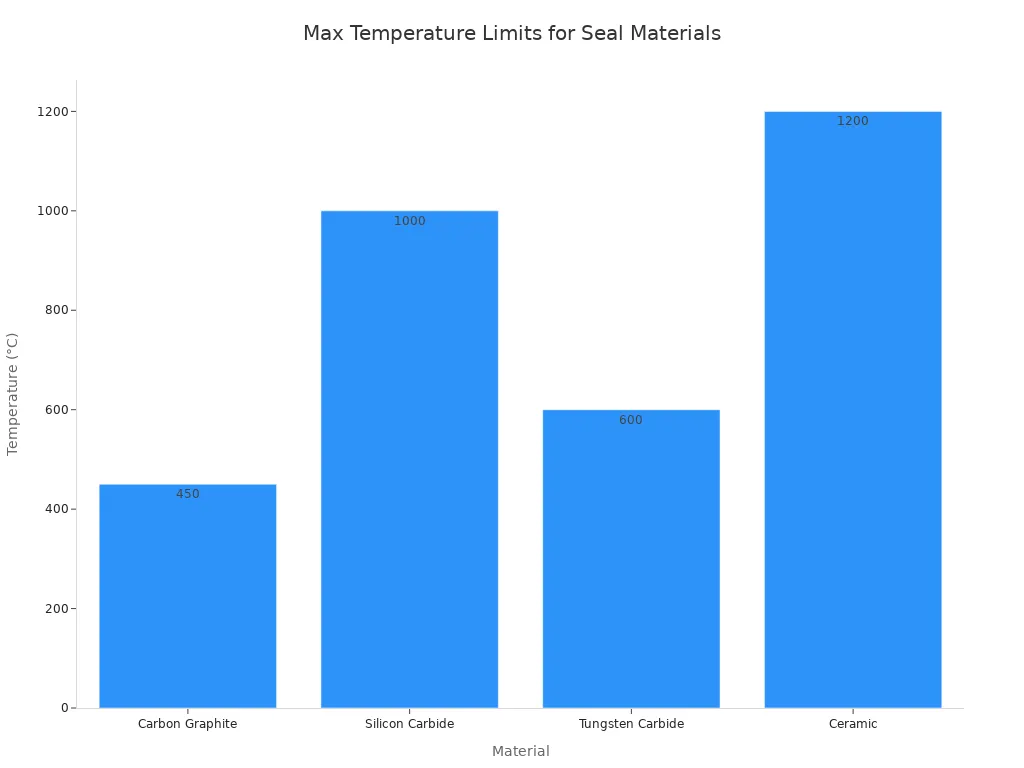
| Material | Temperaturintervall |
|---|---|
| Kolgrafit | -200°C till 450°C |
| Kiselkarbid | Upp till 1000°C |
| Volframkarbid | Upp till 600°C |
| Keramisk | Upp till 1200°C |
Kylsystem och mekaniska tätningslösningar för höga temperaturer
Att hantera höga temperaturer är avgörande för tätningarnas livslängd.Kylsystem förhindrar effektivt överhettning av tätningarDessa lösningar avleder värme och upprätthåller optimala driftsförhållanden för tätningarna.
Flera typer av kylsystemär effektiva:
- Cirkulation av kylvätskaDetta innebär att en kylvätska, såsom vatten eller en vatten-glykolblandning, cirkuleras genom ett särskilt system. Systemet inkluderar en pump, värmeväxlare och kontroller för att avleda värme från tätningsytorna.
- VärmeväxlareDessa anordningar överför värme från processvätskan till ett kylmedium, som luft eller vatten. De avlägsnar värme som genereras i utrustningen och kyler mekaniska tätningar.
- Externa kylsystemSystem som kylaggregat eller kylaggregat bibehåller temperaturen på processvätskan och den omgivande miljön. De erbjuder en heltäckande kylmetod.
- VärmeavledningsanordningarEnheter som kylflänsar, kylflänsar eller värmeledande material ökar ytan för värmeavledning. De främjar effektiv kylning av tätningskomponenter.
- Integrerade kylfunktionerModerna tätningar kan inkludera kylmantlar eller kanaler för direkt cirkulation av kylvätska inuti tätningsenheten. Detta optimerar den termiska prestandan.
6. Vibrationer och dess skadliga inverkan på mekaniska tätningar
Överdriven vibration utgör ett betydande hot mot livslängden och prestandan hosMekaniska tätningarDenna dynamiska kraft kan komma från olika källor inom ett pumpsystem, vilket kan leda till förtida fel. Att förstå dessa källor och deras effekter är avgörande för effektiva förebyggande åtgärder.
Hur överdriven vibration leder till mekanisk tätningsfel
Vibrationer påverkar direkt tätningsgränssnittet. Det orsakarden roterande tätningsytan vinglar ojämntmot den stationära tätningsytan. Denna vingling skapar stötbelastningar på tätningsytorna med varje axelrotation. Dessa stötar stör den jämna fördelningen av smörjvätska mellan ytorna. Utan jämn smörjning byggs friktion upp, vilket genererar överdriven värme över tätningsytorna. Denna kombination av stötar och värme leder direkt till skador och slutligen fel på den mekaniska tätningen.
Flera faktorer bidrar till överdriven vibration.Mekaniska orsakerinkluderar obalanserade roterande komponenter som skadade impeller eller böjda axlar. Feljustering mellan pump och drivenhet, rörspänningar och slitna lager genererar också vibrationer. Hydrauliska orsaker inkluderar att pumpen körs bort från dess bästa effektivitetspunkt (BEP), förångning av den pumpade produkten eller luftinträngning i systemet. Andra källor inkluderar harmoniska vibrationer från närliggande utrustning eller att pumpen körs med en kritisk hastighet.Feljustering mellan pump- och motoraxlar, i kombination med systemvibrationer, skapar stress. Denna stress orsakar ojämnt slitage och för tidig utmattning, vilket i slutändan leder tilltätningsfel.
Minska vibrationer för att skydda mekaniska tätningar
Att skydda mekaniska tätningar från vibrationer kräver proaktiva åtgärder. Ingenjörer kan implementera flera lösningar för att minska vibrationsnivåerna och förbättra tätningarnas motståndskraft. Materialval spelar en viktig roll.Polyuretan-tätningar, till exempel, bibehåller flexibilitet under extrema förhållanden. De absorberar stötar och vibrationer utan att spricka eller förlora form. Dessa material erbjuder utmärkt slitstyrka och överträffar gummi i miljöer med höga vibrationer. De motstår också kompression, vilket säkerställer en konsekvent tätningsprestanda.
Andra tekniska lösningar inkluderar användningen avspjäll och isolatorerDämpningsdämpare använder viskoelastiska material för att minska resonansuppträdandet i systemet. Isolatorer, tillverkade av följsamma material som stansade packningar eller gjutna gummikomponenter, mildrar vibrationsöverföring. Dessa komponenter absorberar stötar och dämpar vibrationer, vilket skyddar känsliga tätningsdelar. Specialgjutna gummi- och plastlösningar kan också fungera som isolatortätningar och skydda mot föroreningar, stötar och vibrationer.
7. Tryckfluktuationer som påverkar mekaniska tätningar
Utmaningarna med instabilt tryck på mekaniska tätningar
Instabila tryckförhållanden utmanar de mekaniska tätningarnas prestanda avsevärt. Ökat tryck kandeformera tätningsytornaDenna deformation äventyrar tätningens integritet. Sekundära tätningar, såsom O-ringar och bälgar, bryts också ner under ökat tryck. Cykliska tryckförändringar gör att tätningarna upprepade gånger komprimeras och slappnar av. Detta leder tillmaterialutmattningoch eventuellt fel om tätningen saknar tillräcklig motståndskraft. Abrupta trycktoppar kan överskrida materialets elastiska deformationsförmåga. Detta resulterar i permanent deformation eller sprickbildning.
Dynamiskt tryck, orsakat av vätskerörelser, leder tilltätningsytans vibrationerDenna vibration orsakar slitage och för tidigt haveri. Fluktuerande tryck påverkar tjockleken och stabiliteten hos vätskefilmen mellan tätningsytorna. Om filmen är för tunn uppstår metall-mot-metall-kontakt och ökat slitage. Om den är för tjock kan instabilitet och läckage uppstå. Instabila tryckförhållanden uppstår ofta på grund avdriftsförhållandensom överskrider tätningens konstruktionsparametrar. Hydrauliska obalanser i tätningskammaren bidrar också. När systemtrycket överstiger konstruktionsgränserna leder den ökade stängningskraften till överdriven friktion och värme. Omvänt orsakar otillräckligt tryck läckage på grund av felaktig kontakt med tätningsytan. Hydrauliska obalanser skapar fluktuerande tryck, vilket leder till “ansiktslyftningDenna intermittenta kontakt förhindrar stabil smörjning och orsakar termiska cykler, vilket bidrar till instabilitet.
Konstruktion och drift av mekaniska tätningar för variabelt tryck
Att designa och använda mekaniska tätningar för variabelt tryck kräver noggrant övervägande. Mekaniska tätningsytor är känsliga för deformationer orsakade av tryck- och temperaturgradienter. När tryck och hastighet fluktuerar förändras även dessa deformationer, vilket påverkar tätningsytans profil och potentiellt kan leda till slitage. Medan moderna tätningar i allmänhet är robusta, kan betydande variationer i hastighet påverka tätningens livslängd negativt. Mekaniska tätningsmiljökontrollsystem, såsomAPI-plan 11, 21 och 31, är mycket känsliga för tryckförändringar. Dessa system måste hantera maximala och minimala driftsförhållanden för att förhindra problem som elastomer- eller ytskador och säkerställa korrekt kylning och smörjning.
Driftsförhållanden, särskilt tryck och axelhastighet, är avgörande faktorer vid val av en lämplig mekanisk pumptätning för miljöer med varierande tryck. Högtrycksapplikationer kräver en robust tätningskonstruktion som kan motstå betydande vätsketryckkrafter. En avgörande designövervägande innebär att man beaktar hela det tekniska systemet och applikationsförhållandena. Det är viktigt att beaktafullt driftsspektrum, inklusive tryckcykler, starter och stopp samt varierande temperaturer.Balanserade mekaniska tätningarär avgörande för varierande tryckförhållanden. De fördelar hydrauliska krafter jämnt över tätningsytorna. Denna konstruktion minimerar tryckinducerad deformation, minskar värmeutveckling och slitage och förlänger tätningens livslängd.
8. Materialutmattning och slitage i mekaniska tätningar
Förstå livslängden och nedbrytningen av mekaniska tätningar
Materialutmattning och slitage är vanliga orsaker till fel på mekaniska tätningar. Med tiden försämras tätningskomponenterna av konstant belastning och friktion från drift. Denna nedbrytning minskar tätningens effektivitet och leder så småningom till fel. Att förstå den förväntade livslängden hjälper till att planera underhåll.
| Typ av mekanisk tätning | Förväntad livslängd |
|---|---|
| Enkel fjäder | 1–2 år |
| Patron | 2–4 år |
| Bälg | 3–5 år |
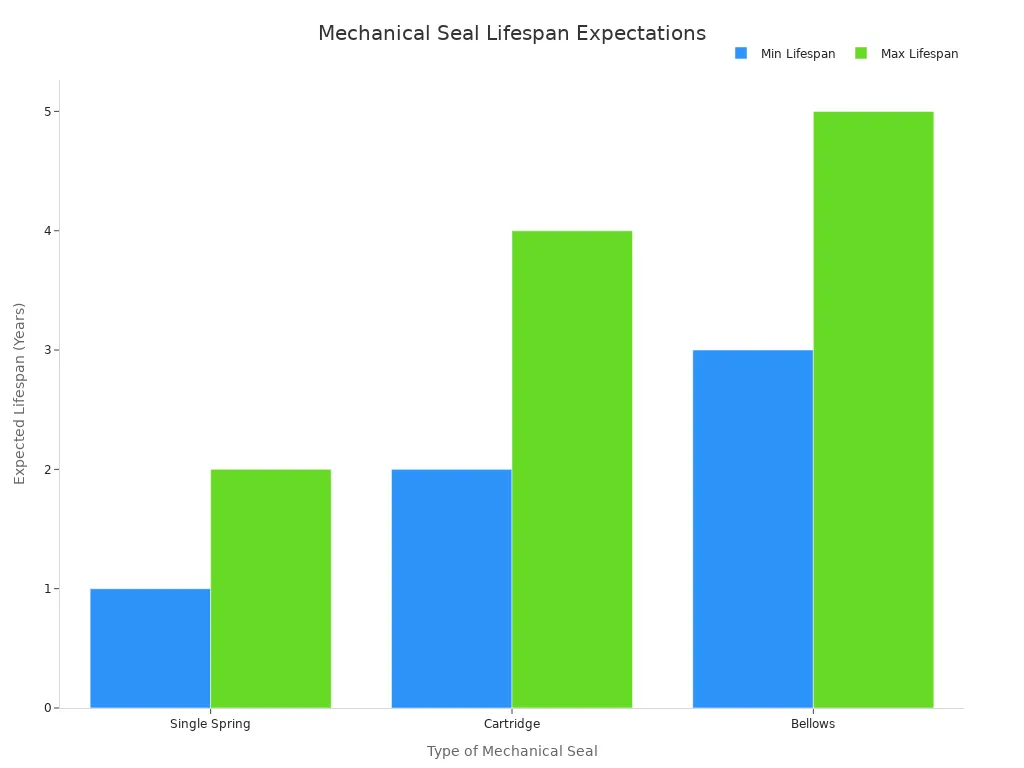
Dessa intervall är typiska. Faktisk livslängd varierar beroende på driftsförhållanden och underhållspraxis.Flera indikatorer visar materialutmattning och slitage:
- Spårfräsning:Axiella skärningar på den dynamiska läppen kommer ofta från kontaminering.
- Svullnad:Tätningsmaterialet blir mjukt och förlorar formen. Detta orsakas oftast av inkompatibla medier.
- Försämring:Tätningen förlorar elasticitet, spricker och smular sönder. Detta orsakas ofta av inkompatibla vätskor.
- Härdning:Sprickbildning och förlust av flexibilitet uppstår. Detta orsakas av tätningar som utsätts för låga temperaturer utöver materialets gränser.
- Ärrbildning:Bucklor, skärsår eller kraftiga repor uppstår på läppen eller den dynamiska sidan. Installationsskador orsakar ofta detta.
- Bära:En blank, spegelblank glans eller äggformad slitage uppstår på tätningsläppens dynamiska yta. Alltför fina ytfinisher eller otillräcklig smörjning orsakar detta.
- Extrudering:Hörnen på tätningen sticker ut i springor. Skador på elastomertätningar uppstår. Övertryck, avsaknad av stödring, för stora extruderingsspalt eller otillräckligt hårda tätningsmaterial orsakar detta.
- Fraktur:Långa linjära sprickor, saknade bitar eller fullständigt avbrott av tätningsdelar uppstår. Otillräckligt starka material under överdriven belastning, extremt låga temperaturer eller övertryck orsakar vanligtvis detta.
Proaktivt underhåll och materialuppgraderingar för mekaniska tätningar
Proaktiva underhållsstrategier förlänger tätningarnas livslängd avsevärtDessa strategier minimerar oväntade haverier. De förbättrar också den övergripande tillförlitligheten hos utrustningen.
- Rutinmässiga underhållsrutiner:Detta innebär regelbunden rengöring av tätningskomponenter. Det inkluderar korrekta smörjningstekniker. Det är också viktigt att övervaka systemtryck och temperaturer. Att inspektera tätningsmiljön för problem som vätskenivåer och kontaminering hjälper.
- Avancerade underhållstekniker:Dessa inkluderar renovering av tätningsytor. Byte av elastomerer och packningar är en del av detta. Användning av tryckavlastningsventiler och spolsystem hjälper. Användning av buffertvätskor och sekundärtätningar ger förbättrat skydd.
- Bästa praxis för att maximera tätningens livslängd:Viktiga rutiner säkerställer korrekt uppriktning under installationen. Att välja lämpliga material för den specifika tillämpningen är avgörande. Att utbilda operatörer i korrekt användning och underhåll hjälper. Regelbunden granskning av driftsförhållandena förlänger också tätningarnas livslängd.
Materialuppgraderingar spelar också en viktig roll. Användning av avancerade material som kiselkarbid eller volframkarbid förbättrar motståndskraften mot slitage och utmattning. Dessa material klarar tuffa förhållanden bättre. De erbjuder överlägsen hållbarhet.
De olika faktorer som diskuteras verkar inte isolerat. De kombineras ofta och påskyndar nedbrytningen av mekaniska tätningar. En helhetssyn är avgörande för att förlänga tätningarnas livslängd. Detta innebär att noggrant övervägavätskeegenskaper, inklusive viskositetochkemisk kompatibilitetDet inkluderar även driftsförhållanden som tryck och temperatur. Utrustningsdetaljer och materialalternativ är också viktiga. Ingenjörer måste också utvärderapraktiska och ekonomiska faktorerDenna omfattande strategi säkerställer optimal prestanda och minimerar kostsamma driftstopp genom välgrundad förebyggande åtgärder.
Vanliga frågor
Vilken är den vanligaste orsaken till att mekaniska tätningar går sönder?
Felaktig installation är den främsta orsaken. Snedjustering, felaktiga inställningar och förhastade process leder ofta till förtida fel. Korrekt utbildning och efterlevnad av bästa praxis är avgörande för att förebygga dessa problem.
Hur påverkar torrkörning mekaniska tätningar?
Torrkörning avlägsnar den viktiga vätskefilmen mellan tätningsytorna. Detta orsakar omedelbar överhettning, termisk chock och snabbt slitage. Det leder till sprickbildning, blåsbildning och djupa spår på tätningsytorna, vilket avsevärt förkortar tätningens livslängd.
Vilka material är bäst för slipande eller kemiska miljöer?
För nötande förhållanden erbjuder hårda material som kiselkarbid eller volframkarbid överlägsen motståndskraft. För kemiska miljöer är val av materialkemiskt kompatibelmed processvätskan är avgörande. Detta förhindrar nedbrytning, svullnad eller sprickbildning i tätningskomponenter.
Hur påverkar höga temperaturer mekaniska tätningar?
För höga temperaturer orsakar termisk stress, materialnedbrytning och smörjfilmsbrott. De kan leda till ytdeformation, termisk sprickbildning och accelererade kemiska reaktioner. Kylsystem och högtemperaturbeständiga material är avgörande för att hantera dessa effekter.
Kan vibrationer verkligen skada en mekanisk tätning?
Ja, överdriven vibration skadar mekaniska tätningar avsevärt. Det gör att den roterande tätningsytan vinglar, vilket skapar stötbelastningar och stör smörjningen. Detta leder till ökad friktion, värmeutveckling och för tidigt slitage, vilket i slutändan orsakar tätningsfel.
Publiceringstid: 30 januari 2026