




Inkompatibla vätskor orsakar omedelbarmekanisk tätningmisslyckande, vilket leder till betydandeLäckage i mekanisk tätningoch kostsamma systemavbrott. Vätskekompatibilitet avgör direkt en mekanisk tätnings livslängd och tillförlitlighet. Till exempel att välja rättO-ringmaterial är avgörande. Korrekt materialval för mekaniska tätningar, såsom att användaKiselkarbidtätningsytorförhindrar, när det är lämpligt, för tidigt slitage och katastrofala haverier. Detta är särskilt viktigt förkemikalieresistenta mekaniska tätningar för aggressivamedia.
Viktiga slutsatser
- Vätskekompatibilitet är mycket viktigt förmekaniska tätningarDet hindrar tätningar från att gå sönder och läcka.
- Inkompatibla vätskor kan orsaka många problem. Dessa inkluderar materialskador, korrosion och förtida tätningsfel.
- Att välja rätt material för tätningar är viktigt. Detta säkerställer att tätningen fungerar bra och håller länge.
- Att testa vätskor och material hjälper mycket. Det säkerställer att tätningarna kan hantera det jobb de behöver göra.
- Att ignorera vätskekompatibilitet kostar pengar. Det kan också orsaka säkerhetsproblem och skada miljön.
Förstå vätskekompatibilitet för mekaniska tätningar
Definiera kemisk kompatibilitet
Kemisk kompatibilitet avser ett mekaniskt tätningsmaterials förmåga att motstå nedbrytning när det kommer i kontakt med en specifik vätska. Denna motståndskraft är avgörande för att förhindra tätningsfel. Flera viktiga kemiska egenskaper definierar denna kompatibilitet. Dessa egenskaper inkluderar vätskans driftstemperatur, dess pH-nivå och systemtryck. Koncentrationen av kemikalien i vätskan spelar också en viktig roll. Till exempel kan ett tätningsmaterial fungera tillräckligt bra med en utspädd kemisk lösning. Det kan dock snabbt sluta fungera när det utsätts för en högkoncentrerad version av samma kemikalie. Ingenjörer måste noggrant bedöma dessa faktorer. Denna bedömning hjälper till att förhindra materialnedbrytning, korrosion eller andra former av kemiska angrepp som äventyrar...tätningsintegritet.
Fysiska egendomsöverväganden
Utöver kemiska reaktioner påverkar en vätskas fysikaliska egenskaper avsevärt den mekaniska tätningens prestanda. Vätskan viskositet och specifik vikt är kritiska faktorer för tätningens funktion. Lågviskösa vätskor, såsom rent vatten, kan leda till högre slitage på tätningsytorna. Detta beror på att de ger otillräckligt stöd för vätskefilmen, särskilt när vätsketemperaturen ökar. Detta tillstånd skapar ofta utmaningar för Plan 54-system. Omvänt ökar tillsats av glykoler, såsom etylenglykol eller propylenglykol, till vatten blandningens viskositet. Detta ger förbättrad smörjning för tätningsytorna, vilket förlänger deras livslängd. Högviskösa barriärvätskor kräver dock användning av kombinationer av hårda ytor, såsom kiselkarbid kontra kiselkarbid. Detta förhindrar blåsbildning på kolytor, vilket kan uppstå med mjukare material. Dessutom är lågviskösa vätskor som enkla alkoholer (metanol, etanol, propanol) i allmänhet olämpliga för att upprätthålla en stabil vätskefilm. De har dåliga smörjegenskaper och höga ångtryck. Detta förblir sant trots deras förmåga att förbli flytande och bibehålla måttlig viskositet vid mycket låga temperaturer. Korrekt beaktande av dessa fysikaliska egenskaper säkerställer lång livslängd och tillförlitlig drift av...Mekaniska tätningar.

Mekanismer för mekanisk tätningsfel på grund av inkompatibilitet
Materialnedbrytning och korrosion
Kemisk inkompatibilitet leder ofta till materialnedbrytning och korrosion in Mekaniska tätningarDetta inträffar när tätningsmaterial, inklusive tätningsytor och elastomerer, inte kan motstå processvätskans kemiska sammansättning, temperatur och tryck. Denna inkompatibilitet orsakar kemiska angrepp, vilket gör att tätningskomponenter sväller, krymper, spricker eller korroderar. Sådana skador äventyrar tätningens integritet och mekaniska egenskaper, vilket i slutändan orsakar läckage och en kortare livslängd.Koksning är en annan form av materialnedbrytningDet är ett resultat av oxidation eller kemisk nedbrytning av produkten, vilket bildar tunga rester på tätningskomponenterna.
Flera specifika korrosionsmekanismer kan uppståSpänningskorrosion sker i metallmaterial under belastning i en korrosiv miljö. Detta leder till selektiva korrosionsspår, lokal korrosion och slutligen sprickbildning. Austenitiskt rostfritt stål och kopparlegeringar är känsliga, till exempel en 1Cr18Ni9Ti-drivhylsa i ammoniakvattenpumpar. Nötning innebär materialförstöring från den alternerande verkan av slitage och korrosion. Ett korrosivt medium accelererar kemiska reaktioner på tätningens kontaktyta, vilket förstör det skyddande oxidskiktet och leder till ytterligare korrosion. Spaltkorrosion uppstår i små spalter mellan metall- eller icke-metalliska komponenter. Stillastående medier i dessa spalter accelererar metallkorrosion. Detta är synligt mellan mekaniska tätningsfjädersäten och axlar eller kompensationsringar, hjälptätningar och axlar, vilket orsakar spår eller korrosionspunkter.
Elektrokemisk korrosion involverar olika material i en elektrolytlösning. Varierande inneboende potentialer skapar en elektrisk kopplingseffekt, vilket främjar korrosion i ett material samtidigt som det hämmar den i ett annat. Detta är vanligt i mekaniska tätningsfriktionspar, såsom koppar och nickel-kromstål i oxiderande medier. Omfattande korrosion innebär jämn korrosion över ytan på delar som är i kontakt med mediet. Detta resulterar i viktminskning, förlust av hållfasthet och minskad hårdhet. Ett exempel är 1Cr18Ni9Ti rostfria stålfjädrar i utspädd svavelsyra. Lokal korrosion visar etsade fläckar eller hål. Ytskiktet blir löst och poröst, skalas lätt av och förlorar slitstyrka. Detta är en selektiv upplösning av en fas i flerfaslegeringar eller ett element i enfasiga fasta lösningar. Koboltbaserad hårdmetall i högtemperatur stark alkali och reaktionssintrad kiselkarbid, där fritt kisel korroderar, är exempel.
Svullnad och försprödning av elastomerer
Inkompatibla vätskor orsakar betydande problem som svullnad och försprödning i elastomerer, vilka är kritiska komponenter i mekaniska tätningar. Till exempel,NBR-elastomerer exponerade för högtrycksvätgasmiljöeruppleva överdriven vätepermeation. Detta leder till svullnad, blåsbildning och snabb försämring av mekanisk integritet, vilket ofta resulterar i RGD-brott (Rapid Gas Decompression) och sprickpenetration. Traditionella elastomerer drabbas också av svullnad och blåsbildning på grund av vätepermeation och upplösning under liknande högtrycksförhållanden med väte.
Andra vätsketyper utgör också risker för specifika elastomererEPDM, till exempel, sväller och mjuknar när det kommer i kontakt med petroleumprodukter som bränslen, smörjoljor/fetter och vegetabiliska eller naturliga oljor/fetter. FKM/Viton-elastomerer bryts ner av ämnen med högt pH (alkaliska), särskilt ammoniak som finns i kylkompressoroljor. Denna exponering orsakar för tidig kompressionssättning, ytsprickbildning och förlust av elasticitet. Acetater, inklusive ättiksyra, peroxiättiksyra/perättiksyra, etylacetat, butylacetat och acetatsalter, orsakar också betydande problem för FKM/Viton. Dessa vätskor leder till svullnad, mjukning, ytangrepp eller sprickbildning, förlust av elasticitet och minne samt tidigt läckage. På liknande sätt orsakar akrylater som akrylsyra, poly(vinylakrylat), metyl/etyl/butylakrylat och metakrylater (t.ex. metylmetakrylat) liknande nedbrytning i FKM/Viton, vilket ofta kräver användning av mer resistenta material som PTFE eller FFKM.
Kemisk attack och upplösning
Kemiska angrepp och upplösning representerar allvarliga former av inkompatibilitet. Aggressiva vätskor kan reagera direkt med tätningsmaterialet och bryta ner dess molekylära struktur. Denna process försvagar materialet och gör det sprött eller mjukt. Till exempel kan starka syror eller baser lösa upp vissa polymerer eller metaller som används i tätningskonstruktioner. Denna kemiska reaktion avlägsnar material från tätningskomponenterna, vilket leder till förtunning, gropfrätning eller fullständig sönderfall. Tätningsytans eller sekundära tätningselementens integritet minskar snabbt under sådana förhållanden. Detta resulterar i omedelbart läckage och katastrofalt tätningsfel. Omfattningen av kemiska angrepp beror på vätskans koncentration, temperatur och exponeringstid. Även till synes milda kemikalier kan orsaka betydande skador över tid om tätningsmaterialet saknar korrekt motståndskraft.
Slitage och erosion
Slitage är ett vanligt feltillstånd för mekaniska tätningar. Hårda partiklar i processvätskan gnuggar mot tätningsytorna. Dessa partiklar fungerar somslipmedelDe gör att tätningsytorna slits ut snabbare. Vätskor med hög partikelhalt sliter ner tätningsytorna. Detta gör ocksåpåverkar deras anpassningKontaminering av processvätska med slipande partiklar accelererar tätningsslitage. Detta leder tillläckage genom det primära tätningsgränssnittetMed tiden kommer slipande partiklar i vätskan attminska tätningseffektivitetenDenna slitagemekanism intensifieras i applikationer som involverarfasta eller slipande vätskor.
Termisk nedbrytning av tätningskomponenter
Termisk nedbrytning sker när höga temperaturer skadar tätningsmaterial. Inkompatibla vätskor kan fungera vid extrema temperaturer. De kan också orsaka exoterma reaktioner. Dessa förhållanden pressar tätningsmaterial bortom sina gränser. Varje tätningsmaterial har en kritisk temperaturgräns. Att överskrida denna gräns gör att materialet förlorar sin styrka och integritet.
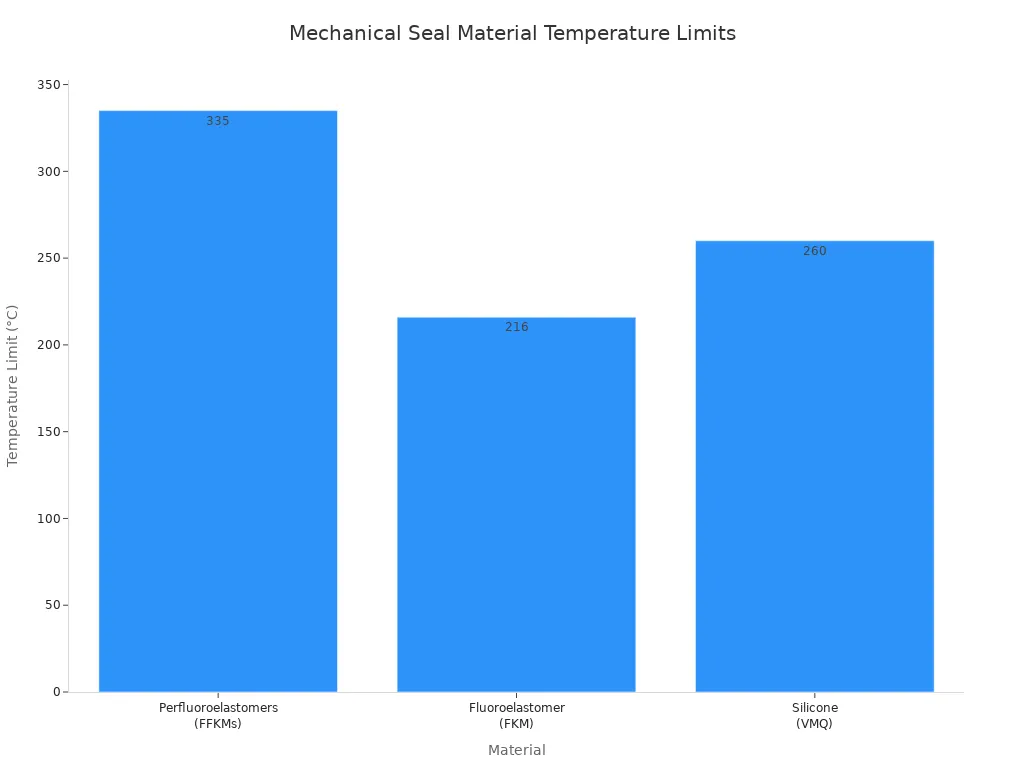
Beakta dessa temperaturgränser för vanliga tätningsmaterial:
| Material | Temperaturgräns (°C) | Temperaturgräns (°F) |
|---|---|---|
| Perfluorelastomerer (FFKM) | 335 | 635 |
| Fluorelastomer (FKM) | 200-232 | 392-450 |
| Silikon (VMQ) | 260 | 500 |
Högpresterande tätningar tål i allmänhet temperaturer upp till316°C (600°F)eller högre. Material som grafit och kiselkarbid är kända för sin termiska stabilitet i högtemperaturapplikationer. När material bryts ner termiskt blir de spröda, mjuka eller till och med smälter. Detta försämrar tätningens förmåga att förhindra läckor.
Inverkan av inkompatibla vätskor på driftseffektiviteten

Ökat läckage och produktförlust
Inkompatibla vätskor orsakar direkt ökat läckage från mekaniska tätningar. När ett tätningsmaterial inte kan motstå den vätska det innehåller förlorar det sin integritet. Detta leder till att vätska läcker ut ur systemet. Sådana läckor resulterar i betydande produktförlust, särskilt med värdefulla eller farliga kemikalier. Detta slösar inte bara resurser utan kräver också frekvent påfyllning eller utbyte av den förlorade vätskan. Den kontinuerliga produktförlusten påverkar direkt ett företags resultat.
Minskad drifttid och produktivitet för utrustning
Fel på mekaniska tätningar, ofta på grund av vätskeinkompatibilitet, påverkar utrustningens totala drifttid och produktionskapacitet avsevärt. Att använda felaktigt tätningsmaterial som inte är lämpligt för driftsförhållanden, såsom temperatur, tryck eller kemisk exponering, kan leda till snabb försämring. På liknande sätt kan byte av vätskor utan att beakta deras kompatibilitet med tätningsmaterialet orsaka kemiska reaktioner. Dessa reaktioner resulterar imjukning, svullnad, sprickbildning eller andra former av nedbrytningDessa problem äventyrar tätningens förmåga att effektivt hålla kvar vätskor. Detta leder till systemineffektivitet, ökade underhållskostnader och driftstopp. Till exempel kan ett raffinaderi ådra sig förluster av50 000 dollar per timme på grund av driftstopporsakad av ett läckage i en mekanisk tätning. I ett specifikt fall upplevde en anläggning en förlust på 100 000 dollar i reparationer och förlorad produktion på grund av ett läckage. Detta belyser de betydande ekonomiska konsekvenserna av sådana fel.
Förhöjda underhållskostnader för mekaniska tätningar
Inkompatibla vätskor leder till högre underhållskostnader förMekaniska tätningarNär tätningar går sönder i förtid på grund av kemiska angrepp eller nedbrytning kräver de oftare byte. Detta ökar efterfrågan på reservdelar och arbetskraft. Tekniker måste lägga mer tid på att diagnostisera och reparera problem. Upprepade fel innebär också fler akuta reparationer, vilka ofta är dyrare än planerat underhåll. Dessa förhöjda kostnader minskar direkt lönsamheten och belastar underhållsbudgetarna.
Säkerhetsrisker och miljörisker
Inkompatibla vätskor utgör betydande säkerhetsrisker och miljörisker. Läckage från trasiga mekaniska tätningar utsätter arbetare för giftiga kemikalier eller skadliga gaser. Denna exponering kan orsaka allvarliga hälsokomplikationer, inklusive hud- och lungirritation, luftvägsallergi och till och med cancerframkallande egenskaper. Allvarliga incidenter, såsom bränder, explosioner, sjukhusinläggningar och dödsfall, har inträffat på grund av farliga kemikalieutsläpp. Utöver människors hälsa leder industriella läckor till kemikaliespill eller luftburna gifter. Dessa händelser orsakar långsiktiga miljöskador, förorenar livsmiljöer och biologisk mångfald. Exempel somOljeutsläppet vid Deepwater Horizon och gastragedin i Bhopalbelyser potentialen för ekologiska katastrofer. Läckande petroleumprodukter förorenar till exempel mark och vattenkällor och hotar djurliv och människors hälsa. Brandfarliga vätskor skapar omedelbara risker för brand och explosion. Även vattenläckor, även om de till synes är mindre allvarliga, bidrar till belastningen på begränsade vattenresurser och kan orsaka fysiska skador, strukturella skador och korrosion.Korrekt installation av tätninghjälper industrier att minimera sitt miljöavtryck och följa strikta säkerhetsföreskrifter.
Nedsatt systemprestanda och tillförlitlighet
Vätskeinkompatibilitet äventyrar direkt systemets övergripande prestanda och tillförlitlighet. Materialinkompatibilitet gör att tätningskomponenter sväller, korroderar eller blir spröda. Aggressiva vätskor attackerar och korroderar kemiskt tätningsmaterial när ingenjörer inte väljer dem korrekt för tillämpningen. Att välja fel tätning leder till förtida fel, ökade kostnader och utgör säkerhetsrisker. Fientliga driftsförhållanden eller förändringar i processparametrar kan åsidosätta tätningens design och materialkapacitet och därigenom minska dess tillförlitlighet. Applikationen, processvätskan och miljöförändringar bidrar alla till den komplexa blandningen av faktorer som påverkar tätningens tillförlitlighet. Felaktig applicering av konstruktionsmaterial är ett vanligt fel som snabbt leder till förtida tätningsfel. Till exempel kan klibbiga processvätskor som lim eller melass binda samman tätningsytorna och därmed äventyra prestandan. Detta minskar systemets effektivitet och ökar sannolikheten för oplanerade driftstopp, vilket i slutändan påverkar hela den operativa integriteten.
Viktiga faktorer för att säkerställa mekanisk tätningskompatibilitet
Omfattande vätskeanalys
Noggrann vätskeanalys utgör grunden för framgångsrik mekanisk tätningsdrift. Ingenjörer måste förstå processvätskans egenskaper för att kunna välja kompatibla tätningsmaterial. Denna analys inkluderar flera viktiga parametrar. De undersökervätskans reaktion på temperaturförändringarFörhöjda temperaturer kan göra att vattenlösningar blir dåliga smörjmedel. Lätta kolväten kan förångas. Salter och kaustik kan fällas ut. Oljor kan brytas ner. Omvänt leder alltför låga temperaturer till härdning och hög viskositet. Detta ökar skjuvkrafterna och ytskadorna.
Analytiker tar hänsyn till varje beståndsdel i vätskan. De bedömer själva vätskans natur. Närvaron av fasta ämnen i den pumpade strömmen är avgörande. Frätande föroreningar, såsom H2S eller klorider, kräver noggrann utvärdering. Om produkten är en lösning spelar dess koncentration roll. Ingenjörer avgör också om produkten stelnar under de förhållanden som uppstår.
Vätskeviskositet är en primär faktor, särskilt vid arbetstemperatur. Det dikterar smörjläget. Lågviskösa tjänster kräver ofta kombinationer av mjuka kontra hårda ytor. Vätskor med högre viskositet möjliggör fullständig smörjning av vätskefilmen. Detta använder potentiellt hårda kontra hårda kombinationer för att undvika problem som blåsbildning i mjuka material. Egenskaper och koncentrationer av suspenderade fasta ämnen eller kristallisationspartiklar är också avgörande. I smutsiga eller förorenade applikationer kan partiklar som är hårdare än ytmaterialet orsaka skador. Detta kräver hårdare ytmaterial. Vätskor som kristalliserar eller saltar kan också avsevärt skada mjuka ytor. Materialets kemiska kompatibilitet är av största vikt. Tätningsytor utsätts för olika processvätskor. Vissa är aggressiva och kan reagera kemiskt med materialets komponenter. Dessa inkluderar basmaterialet, bindemedlet eller fyllmedlet. Termiska överväganden är också viktiga. Externa faktorer (pumpad vätska, värme-/kylmantlar, rörledningsplaner) och interna faktorer (friktion, turbulens) påverkar tätningsytans temperatur. Dessa kan leda till termisk tillväxt eller reträtt. De kan också förstöra impregnering eller bindemedel. Termisk konbildning på grund av axiella termiska gradienter är ett annat problem.
Bästa praxis för materialval för mekaniska tätningar
Att välja rätt material är avgörande förlång livslängd och prestandaav mekaniska tätningar. Ingenjörer måste välja material som motstår den specifika vätskans kemiska och fysikaliska egenskaper. För mycket korrosiva tillämpningar, såsom de som involverar starka syror eller baser, krävs specifika materialval. Kolgrafit av syrakvalitet finns tillgängliga. Dessa saknar hartsfyllmedel, vilket gör dem lämpliga trots lägre hållfasthet jämfört med andra kolgrafitkvaliteter. Emellertid,direkt sintrad kiselkarbidhar till stor del ersatt dem. Kiselkarbid är ett vanligt val för hårda ytor. Det erbjuder hög värmeledningsförmåga, nötningsbeständighet och kemisk resistens.
Även om reaktionsbunden kiselkarbid har goda slitageegenskaper, begränsar dess innehåll av fri kiselmetall på 8–12 % den kemiska resistensen. Detta gör den olämplig för starka syror och baser (pH mindre än 4 eller högre än 11). Direktsintrad kiselkarbid, även känd som självsintrad kiselkarbid, erbjuder överlägsen kemisk resistens. Den består nästan helt av kiselkarbid, utan fri kiselmetall. Detta gör den resistent mot de flesta kemikalier och lämplig för nästan alla mekaniska tätningsapplikationer, inklusive mycket korrosiva. Dessutom, för mycket korrosiva användningsområden där ingen metall erbjuder tillräcklig kemisk kompatibilitet eller för att undvika den höga kostnaden för premiummetaller, finns tätningskonstruktioner utan vätskeberörda metallkomponenter tillgängliga.
För specifika mycket korrosiva vätskor som fluorvätesyra (HF) rekommenderar ingenjörer särskilda materialkombinationer. Tätningsytor kräver kemiskt resistenta kolkvaliteter och alfa-sintrad kiselkarbid. Specifika kolkvaliteter måste utvärderas för kompatibilitet och hållbarhet på grund av fluorvätesyrans flyktighet och tryck. Perfluorelastomerer är det rekommenderade sekundära tätningselementet. Metallkomponenter, såsom packningar och kragar, använder främst höglegerade metaller med överlägsen korrosionsbeständighet.Monel®-legering 400har historiskt sett använts i många HF-syratillämpningar.
Konsulterande tillverkare av mekaniska tätningar
Att konsultera tillverkare av mekaniska tätningar tidigt i designfasen ger betydande fördelar vid bedömning av fluidkompatibilitet. Denna proaktiva metodförbättrar tillförlitlighetenTidig konsultation hjälper till att förutse felpunkter som materialinkompatibilitet. Detta leder till mer robusta konstruktioner. Det främjar också kostnadseffektivitet. Att tidigt åtgärda risker relaterade till vätskekompatibilitet minskar livscykelkostnaderna. Detta minimerar stilleståndstid och underhållskostnader.
Tillverkare kan erbjuda kundanpassade lösningar. Skräddarsydda konstruktioner uppfyller specifika branschkrav och krav på vätskekompatibilitet. Detta minskar därmed sammanhängande risker. En "rätt-till-nå-första-gången"-filosofi är möjlig. En systematisk metod säkerställer att den ursprungliga konstruktionen uppfyller prestandakriterierna. Detta minskar behovet av kostsamma iterationer på grund av problem med vätskekompatibilitet.
Materialval påverkar direkt en tätnings prestanda, tillförlitlighet och livslängd. Tidig konsultation säkerställer att valda material är kompatibla med processvätskor. De motstår korrosion, erosion och kemiska angrepp. Denna tidiga bedömning är avgörande för miljöer med slipande, korrosiva eller högtemperaturvätskor. Den hjälper också till att överväga hur förändringar i vätskeegenskaper på grund av tryck och temperatur kan påverka materialets integritet. Denna proaktiva metod, inklusive användning av Failure Mode and Effects Analysis (FMEA), möjliggör tidig identifiering och begränsning av potentiella fel relaterade till materialkompatibilitet. Detta leder till förbättrad tillförlitlighet och kostnadseffektivitet.
Protokoll för laboratorie- och fälttestning
Noggranna laboratorie- och fälttestprotokoll är avgörande för att validera mekaniska tätningsmaterials kompatibilitet med processvätskor. Dessa tester säkerställer att de valda materialen tål driftsmiljön. ASTM D471 standardtestmetod ger en strukturerad metod. Först förbereder teknikerna standardiserade testprover. De mäter initiala dimensioner, vikt och hårdhet och registrerar dessa som baslinjeegenskaper. Därefter sänker de ner proverna i testolja vid maximal driftstemperatur. Denna nedsänkning varar under en standardtid, vanligtvisMinst 70 timmar, helst 168 timmarDe håller temperaturen inom ±2 °C. Efter nedsänkning tar teknikerna ut proverna, torkar av ytoljan och mäter dem inom 30 minuter. De registrerar volymförändring, viktförändring och hårdhetsförändring. Valfria tester inkluderar draghållfasthet och töjning. Slutligen tolkar de resultaten. Detta innebär att beräkna volymsvällningsprocenten, bedöma hårdhetsförändringen med hjälp av en Shore A-durometer och utvärdera det fysiska tillståndet för sprickbildning, mjukning eller klibbighet.
Ett förenklat alternativ för fälttestning finns också. Denna metod kräver 3–5 reservtätningar av varje material, minst 500 ml faktisk kompressorolja, en värmekälla med temperaturkontroll (ugn eller värmeplatta), glasbehållare med lock, skjutmått eller mikrometer och en Shore A-hårdhetsmätare. Proceduren innebär att mäta och registrera de ursprungliga tätningsdimensionerna och hårdheten. Sedan sänker teknikerna ner tätningarna i uppvärmd olja i 168 timmar (en vecka). Efter borttagning torkar de av tätningarna och mäter omedelbart dimensioner och hårdhet. De beräknar den procentuella förändringen. Acceptanskriterierna inkluderar en volymsvällning på mindre än 10 %, en hårdhetsförlust på mindre än 10 Shore A och ingen synlig sprickbildning, klibbighet eller kraftig mjukning.
System Seals har utvecklat nya metoder för kompatibilitetstestning mellan material och vätska. Dessa metoder innefattar olika standarder och bred tillämpningserfarenhet. Deras kompatibilitetstestning involverar tre huvudkomponenter: förändringar i grundläggande mekaniska egenskaper, förändringar i termiska egenskaper och tillämpningsbaserad prestanda. För att säkerställa fullständig vätskemättnad och påskynda åldring används specifika tids- och temperaturparametrar. Vattenblandade vätskor, såsom glykoler eller emulsioner, utsätts för temperaturer under 100 °C. Oljebaserade vätskor uppvisar vanligtvis temperaturer över 100 °C. Testkörningar för2 016 timmar (12 veckor)för att säkerställa fullständig mättnad. Basparametrar för testet inkluderar volymsvällning, mass- och densitetsförändringar, hårdhet, draghållfasthet, töjning, 100 procents modul, arbetsfunktion (area under draghållfasthetskurvan upp till 20 procent), sättning och nötningsbeständighet. Volymsvällning indikerar vätskeabsorption; kontraktion är mer problematisk, vilket minskar tätningskraften. Andra egenskaper som volym, tjocklek och densitet övervakas för att bedöma dimensionsförändringar från kemisk åldring. Förändringar i mekaniska egenskaper som övervakas inkluderar hårdhet, dragmodul, 100 procents modul, draghållfasthet och brottöjning. Det yttersta syftet är att utvärdera en elastomers förmåga att fungera som en tätning i sin avsedda tillämpning när den utsätts för en arbetsvätska. Applikationstestning bör utföras efter att kärnkompatibilitet har fastställts. Detta inkluderar parametrar för att accelerera effekterna av tryck, temperatur, ytfinish och rörelse (fram- och återgående, roterande, vridbar).
Befintliga teststandarder uppvisar betydande inkonsekvenser. ASTM D2000 använder vanligtvis en maximal exponeringstid på 70 timmar, vilket begränsar de långsiktiga prediktiva egenskaperna. ASTM D4289, för bilfetter, rekommenderar ett begränsat antal egenskapsförändringar för utvärdering. ASTM D6546 inkluderar ytterligare egenskapsutvärderingar, såsom arbetsfunktion och kompressionssättning, men begränsar testtiden till 1 000 timmar. System Seals laboratorietester visade att vissa vätske-materialkombinationer som var kompatibla vid 1 000 timmar blev inkompatibla efter 2 000 timmar. Många testrekommendationer saknar etablerade riktlinjer för statiska eller dynamiska tillämpningar. De flesta teststandarder inkluderar inte förändringar i övergångstemperatur, vilket är avgörande för lågtemperaturapplikationer. Detta representerar en betydande lucka i historiska testmetoder.
Bedömning av driftsförhållanden (temperatur, tryck, hastighet)
Extrema driftstemperaturer och tryck påverkar avsevärt valet av material för mekaniska tätningar för vätskekompatibilitet. Höga temperaturer kan bryta ner elastomera komponenter. Till exempel bryts etylenpropylenkomponenter ner och läcker ut mer än300° Fahrenheit (150° C)Höga temperaturer gör också att vissa kolväten koksar. Detta hindrar den fria rörligheten för mekaniska tätningskomponenter. Processvätskor kan förångas över tätningsytorna, vilket orsakar flyktiga utsläpp. För att hantera dessa utmaningar inkluderar materialval elastomerer formulerade för specifika kolväten, temperaturer och spolvätskor. Tätningsytorna är konstruerade för motståndskraft och kompatibilitet med processvätskor. Exempel inkluderar kol, rostfritt stål, keramik, volfram, kisel, grafit och nickelvarianter. Lågutvidgningslegeringar används för metalltätningskomponenter för att minimera termisk expansion som äventyrar tätningens prestanda. Inconel och Hastelloy är att föredra för sina exceptionella termiska egenskaper. De tål extrema påfrestningar utan att kompromissa med strukturell integritet. Inconel är överlägsen i hållbarhet och motstår temperaturer.överstiger 1 000 °CDetta gör den oumbärlig inom flyg- och rymdindustrin och den kemiska processindustrin. Extrema temperaturer påverkar tätningsmaterialen negativt, vilket leder till nedbrytning eller försprödning. Detta minskar de mekaniska egenskaperna och orsakar tätningsfel. Termisk cykling förvärrar detta genom att orsaka materialutmattning.
Tryckvariationer kräver tätningar med ökad robusthet. Detta förhindrar läckage i högtrycksmiljöer. Mekaniska tätningar används ofta för högtryckssystem. Fjäderaktiverade tätningar hjälper också till att förhindra läckage. Kemisk kompatibilitet är fortfarande avgörande för att förhindra materialnedbrytning och miljörisker. Detta säkerställer att tätningen inte slits eller går sönder på grund av kemisk exponering. Elastomerer som Viton, EPDM och Nitril väljs baserat på deras resistens mot specifika kemikalier och vätskor. Viton är mycket resistent mot oljor och bränslen, idealiskt för fordonsapplikationer och uppvisar vanligtvis den längsta livslängden vid kolväteexponering. EPDM motstår vatten och ånga, lämpligt för HVAC-system. Nitril ger utmärkt nötningsbeständighet men kan försämras vid exponering för ozon. Höga driftshastigheter genererar också värme, vilket ytterligare bidrar till de termiska övervägandena vid materialval.
Bästa praxis för mekaniska tätningars livslängd
Regelbunden övervakning och inspektion
Regelbunden övervakning och inspektion är avgörande förförlänger livslängdenav mekaniska tätningar. För kritiska tillämpningar, såsom bälgtätningar, personaluppförandemånatliga visuella inspektionerDe utför även kvartalsvisa prestandabedömningar. Årliga detaljerade undersökningar kan innefatta partiell demontering för att utvärdera interna komponenter. Utbildad personal inspekterar visuellt bälgytor för korrosion, utmattningssprickbildning, dimensionsförvrängning eller ansamling av främmande material. Inspektionsportar och avtagbara huvar möjliggör detta utan fullständig systemdemontering. Prestandaövervakning spårar parametrar som läckagehastigheter, driftstemperaturer, vibrationssignaturer och ställdonets svarstider. Detta fastställer baslinjer och identifierar nedbrytningstrender. Avancerade diagnostiska tekniker inkluderar boroskop för intern undersökning och värmekamerautrustning för att detektera temperaturvariationer. Vibrationsanalysatorer, läckagedetekteringssystem, ultraljudsmätningar av tjocklek och virvelströmstestning bedömer också tätningarnas tillstånd.Förutsägande underhållinvolverar tillståndsövervakning och dataanalys i realtid. Detta förutser underhållsbehov och förhindrar oväntade driftstopp. Avkännings- och övervakningstekniker, såsom temperatur-, tryck-, vibrations- och läckagesensorer, spårar onormala driftsförhållanden. Trådlösa sensorer och fjärrövervakningssystem möjliggör datainsamling och varningar i realtid. Statistiska metoder, trendövervakning och prediktiva algoritmer analyserar dessa data. Datoriserade underhållshanteringssystem (CMMS) integrerar datainsamling och analys för att hantera underhållsscheman och historiska data.
Proaktiva underhållsstrategier
Implementeringen av proaktiva underhållsstrategier utökar avsevärtmekanisk tätnings livslängd. Regelbunden inspektioninnefattar visuella kontroller av slitage, läckor eller skador. Personalen undersöker även tätningsytans skick för att upptäcka repor eller gropfrätning. Korrekt installation följer tillverkarens riktlinjer. Lämpliga verktyg används för exakt installation. Tillräcklig smörjning av tätningsytorna minimerar friktion och slitage. Lämpliga kylsystem förhindrar överhettning. Tätningsvalet matchar tätningen till applikationens driftsförhållanden. Det säkerställer materialkompatibilitet med vätskor och miljöfaktorer. Driftövervakning spårar tätningsprestandaindikatorer som läckagehastigheter och temperatur. Detta justerar driftsparametrar för att förhindra överdrivet slitage. Kontamineringskontroll upprätthåller en ren miljö runt tätningen. Det använder filtreringssystem för att avlägsna partiklar från vätskan.Undvik torrkörningförhindrar att tätningar fungerar utan kontinuerlig vätska mellan tätningsytorna för kylning. Torrkörningsövervakningar kan hjälpa till med detta. Att undvika överdriven vibration håller pumpsystem inom deras bästa effektivitetspunkt (BEP). Detta förhindrar recirkulation och kavitation. Att åtgärda systemförsämring eller obalans är också avgörande. Korrekt smörjning använder rätt typ av smörjmedel för att bibehålla en kylvätskefilm. Detta minimerar slitage och friktion. Det förhindrar också temperaturökningar i tätningskamrarna. Korrekt installation säkerställer korrekt och exakt uppriktning och geometrisk noggrannhet. Detta förhindrar för tidigt slitage och fel.
Kontinuerlig utbildning för personal
Kontinuerlig utbildning av personal är avgörande för att bibehålla mekaniska tätningars integritet och förhindra kompatibilitetsproblem. Utbildningsprogram, såsom “Mekaniska tätningar – Webbinarium om konstruktion och design”, inkluderar användningen av kompatibilitetsguider som ett centralt ämne. En expert, Gomez, betonade värdet av utbildning i ”kompatibilitet hos elastomerer”Han berättade hur det hjälpte till att lösa kroniska tätningsfel på ett raffinaderi. Han sa: ”För några år sedan gjorde jag lite utbildning på ett raffinaderi, och bara genom att lära ut elastomerers kompatibilitet hjälpte jag till att lösa några kroniska tätningsfel. Jag tror starkt på att utbildning är nyckeln.”Industriella tätningar”-kursen (VS62XX) gör studenterna bekanta med grunderna i olika typer av packningar, packningar och tätningar. Den täcker ”Typer, material och egenskaper” hos tätningar. Detta inkluderar i sig aspekter av vätskekompatibilitet som är relevanta för deras tillämpning och prestanda.
Dokumentera mekaniska tätningsprestanda
Att dokumentera mekaniska tätningars prestanda ger viktiga insikter. Denna metod hjälper till att identifiera och åtgärda kompatibilitetsproblem effektivt. Omfattande register gör det möjligt för team att förstå tidigare beteenden och förutsäga framtida problem. Denna proaktiva strategi förhindrar oväntade fel och minskar kostsamma driftstopp.
Lagen bör noggrant dokumenteraolika kritiska datapunkterDe dokumenterar faktiska driftsparametrar. Dessa inkluderar flödeshastigheter, tryck, temperaturer och strömförbrukning. Anmärkningar om avvikelser från konstruktionsspecifikationer är viktiga. Sådana data visar hur tätningen presterar under verkliga förhållanden. De registrerar också processvätskans egenskaper. Detta inkluderar temperatur, viskositet, specifik vikt och kemisk sammansättning. Eventuella förändringar från den ursprungliga designen eller nya modifieringar noteras. Detta hjälper till att identifiera vätskerelaterad belastning på tätningen.
Dessutom dokumenterar personalen systemkomponenternas skick. Detta omfattar rörledningar, lager och stödsystem. De inkluderar eventuella tecken på slitage eller skador. Detta säkerställer att den omgivande miljön stöder optimal tätningsfunktion. Registrering av vibrationsnivåer är också viktigt. Detta inkluderar historiska och aktuella vibrationsdata, mätplatser och frekvensområden. Att identifiera potentiella vibrationskällor hjälper till att förhindra mekanisk stress på tätningen. Att dokumentera utrustningens uppriktningsförhållanden är ett annat viktigt steg. Korrekt uppriktning minimerar onödig stress på tätningsytorna.
Underhållshistorik ger värdefull kontext. Team samlar in och granskar underhållsjournaler, arbetsordrar och tidigare felrapporter. Detta identifierar återkommande problem eller mönster för komponentbyten. De undersöker tätningsstödsystem. Detta inkluderar spolsystem, barriärvätskesystem och kylkretsar. Korrekt installation, drift och kalibrering av instrument verifieras. En miljöbedömning registrerar omgivande driftstemperaturer, tryck och vätskeegenskaper. Avvikelser från normala intervall noteras. Slutligen dokumenterar teamen hjälpsystem. Detta omfattar kyl- och smörjsystem, tillsammans med spol- och barriärvätskesystem. De säkerställer korrekt tryck, flöde och vätskekvalitet.
Noggrann dokumentation skapar en värdefull kunskapsbas. Denna information stöder välgrundade beslut. Den förbättrar tillförlitligheten och livslängden hos dessa kritiska komponenter. Denna praxis bidrar i slutändan till den övergripande driftseffektiviteten och säkerheten.
Kostnaden för att försumma mekaniska tätningars kompatibilitet
Finansiella konsekvenser av misslyckande
Att försumma vätskekompatibilitet för mekaniska tätningar skapar betydande ekonomiska bördor för företag. För tidiga tätningsfel leder till ökade kostnader förreservdelaroch arbetskraft. Organisationer står inför högre underhållskostnader på grund av täta reparationer och akuta insatser. Förlorad produktionstid under oväntade driftstopp resulterar också i betydande intäktsförluster. Dessa direkta och indirekta kostnader påverkar allvarligt ett företags lönsamhet och driftsbudget.
Ryktesskada och varumärkespåverkan
Vätskeinkompatibilitet kan allvarligt skada ett företags rykte och varumärkesimage. Produktåterkallelser, negativa recensioner och en betydande förlust av konsumentförtroende följer ofta incidenter med komprometterad produktintegritet. Konsumenterna förväntar sig säkra produkter av hög kvalitet. Varje avvikelse från denna förväntan leder till en minskning av varumärkeslojaliteten. Till exempel visade en undersökning att71 % av husdjursägarnaskulle förlora förtroendet för sitt föredragna djurfodermärke om det utfärdades en återkallelse. Detta belyser den avgörande vikten av att upprätthålla produktintegriteten för att bevara konsumenternas förtroende.Effektiv risk- och felanalys i mekaniska tätningarär avgörande för operativ excellens. Denna praxis förbättrar produkttillförlitligheten, uppfyller kundernas förväntningar och minskar kostnaderna, vilket indirekt stöder varumärkesimagen genom att säkerställa produktkvaliteten.
Regelefterlevnadsproblem och böter
Att ignorera vätskekompatibilitet leder också till allvarliga problem med regelefterlevnaden och betydande böter.Industrier är föremål för strikta miljöreglergällande utsläpp av föroreningar, flyktiga organiska föreningar (VOC) och farliga material. Underlåtenhet att följa dessa föreskrifter kan leda till betydande böter och rättsliga konsekvenser.Kaliforniens stränga miljöregler, till exempel, förbjuda läckage av giftiga eller farliga vätskor. Även försumbara läckage i Kalifornien kan vara problematiskt på grund av dessa regler. Flyktiga utsläpp kan leda till sanktioner från tillsynsorgan som Cal/OSHA eller BAAQMD. Miljömyndigheter föreskriver ofta specifika tätningsstandarder och praxis för att minimera miljöskador.
Vätskekompatibilitet utgör hörnstenen för tillförlitlig mekanisk tätningsprestanda och systemintegritet. Att prioritera denna kompatibilitet förhindrar kostsamma fel, säkerställer driftseffektivitet och förbättrar säkerheten. Proaktivt materialval, rigorösa tester och kontinuerlig övervakning är avgörande för långsiktig framgång med mekaniska tätningar. Dessa metoder skyddar driften och optimerar systemets tillförlitlighet.
Vanliga frågor
Vad innebär vätskekompatibilitet för mekaniska tätningar?
Vätskekompatibilitet beskriver ett mekaniskt tätningsmaterials förmåga att motstå nedbrytning när det kommer i kontakt med en specifik vätska. Denna motståndskraft förhindrar materialnedbrytning, korrosion eller andra kemiska attacker. Den säkerställer att tätningen bibehåller sin integritet och fungerar tillförlitligt.
Hur orsakar inkompatibla vätskor mekaniska tätningsfel?
Inkompatibla vätskor orsakar tätningsfel genom olika mekanismer. De kan bryta ner material, vilket leder till svullnad eller försprödning av elastomerer. Kemiska angrepp och upplösningar försvagar komponenter. Slitage och erosion förekommer också. Termisk nedbrytning av tätningsdelar bidrar ytterligare till fel.
Varför är rätt materialval avgörande för kompatibilitet med mekaniska tätningar?
Rätt materialval är avgörande eftersom det direkt påverkar en tätnings livslängd. Att välja rätt material säkerställer motståndskraft mot vätskans kemiska och fysikaliska egenskaper. Detta förhindrar för tidigt slitage, korrosion och katastrofala fel. Det bibehåller också tätningens integritet.
Vilka är de viktigaste konsekvenserna av att försumma vätskekompatibilitet?
Att försumma vätskekompatibilitet leder till ökat läckage och produktförlust. Det minskar utrustningens drifttid och produktivitet. Företag står inför ökade underhållskostnader. Det skapar också säkerhetsrisker och miljörisker. Systemets övergripande prestanda och tillförlitlighet äventyras.
Publiceringstid: 30 dec 2025