




Mekaniska tätningarär avgörande för en robustPumpens tätningsmekanismvilket effektivt förhindrar vätskeläckage runt en roterande pumpaxel. FörståMekanisk tätnings arbetsprincipinnebär att man känner igenO-ringars betydelse i pumptätningarför statisk tätning ochFjädrarnas roll i mekaniska tätningarför att upprätthålla ansiktskontakt. Denna heltäckande metod klargörHur en mekanisk tätning för centrifugalpump fungerarÅr 2024 genererade dessa viktiga komponenter 2 004,26 miljoner USD i marknadsintäkter.
Viktiga slutsatser
- Mekaniska tätningarstoppar vätskeläckage runt en pumps roterande axel. De använder två huvuddelar, en roterande yta och en stationär yta, som pressas samman för att skapa en tät tätning.
- Ett tunt lager av vätska, kallad den hydrodynamiska filmen, bildas mellan dessa ytor. Denna film fungerar som ett smörjmedel, vilket minskar slitage och stoppar läckor, vilket gör att tätningen håller längre.
- Att välja rätt mekanisk tätningberor på faktorer som typ av vätska, tryck och hastighet. Rätt val och skötsel hjälper tätningarna att fungera bra och sparar pengar på underhåll.
Viktiga komponenter i pumpens mekaniska tätningar

Att förståenskilda delar av en mekanisk tätninghjälper till att förtydliga dess övergripande funktion. Varje komponent spelar en avgörande roll för att förhindra läckage och säkerställa effektiv pumpdrift.
Roterande tätningsyta
Den roterande tätningsytan är direkt fäst vid pumpaxeln. Den roterar med axeln och bildar ena halvan av det primära tätningsgränssnittet. Tillverkare väljer material för denna komponent baserat på vätskans egenskaper och driftsförhållanden.
Vanliga material för roterande tätningsytor inkluderar:
- Kolgrafitblandningar, ofta använda som slitytematerial.
- Volframkarbid, ett hårt material bundet med kobolt eller nickel.
- Keramik, såsom aluminiumoxid, lämplig för applikationer med lägre belastning.
- Brons, ett mjukare och mer eftergivligt material med begränsade smörjegenskaper.
- Ni-Resist, ett austenitiskt gjutjärn som innehåller nickel.
- Stellite®, en metall av kobolt-kromlegering.
- GFPTFE (glasfylld PTFE).
Både ytjämnhet och planhet är avgörande för roterande tätningsytor. Ytjämnhet, som beskriver ojämnhet, mäts i termer av 'rms' (root mean square) eller CLA (center line average). Planhet, å andra sidan, beskriver en plan yta utan upphöjningar eller fördjupningar. Ingenjörer hänvisar ofta till planhet som vågighet i mekaniska tätningar. De mäter vanligtvis planhet med hjälp av en optisk plan yta och en monokromatisk ljuskälla, såsom en heliumgasljuskälla. Denna ljuskälla producerar ljusband. Varje heliumljusband representerar 0,3 mikron (0,0000116 tum) avvikelse från planhet. Antalet observerade ljusband indikerar graden av planhet, där färre band betyder större planhet.
Det kräver en planhet i storleksordningen miljondels tum per kvadrattum för att täta.
För de flesta tillämpningar som involverar roterande tätningsytor är en idealisk ytjämnhet vanligtvis runt 1 till 3 mikrotum (0,025 till 0,076 mikrometer). Planhetstoleransen är också mycket snäv, vilket ofta kräver precision inom några miljondels tum. Även mindre skevhet eller ojämnheter kan leda till läckage. Tabellen nedan visar typiska krav på planhet och ytfinish:
| Material | Planhet (lätta band) | Ytfinish (µm) |
|---|---|---|
| Kol och GFT | 2 till 3 | Ej tillämpligt |
| TC, SiC, Keramik | 1 till 2 | Ej tillämpligt |
| Högt tryck (>40 bar) | Inom 1 | Ej tillämpligt |
| Volframkarbid | Ej tillämpligt | 0,01 |
| Kiselkarbid | Ej tillämpligt | 0,04 |
| Hårt kol | Ej tillämpligt | 0,1 |
| Keramisk | Ej tillämpligt | 0,07 |
Stationär tätningsyta
Den stationära tätningsytan förblir fixerad vid pumphuset. Den utgör den andra halvan av det primära tätningsgränssnittet. Denna komponent roterar inte. Dess material måste ha hög hårdhet och slitstyrka för att motstå konstant kontakt med den roterande ytan.
Kolfibertätningar används ofta och kan legeras för varierande friktionsmotstånd. De är generellt kemiskt inerta. Volframkarbid erbjuder överlägsen kemisk, tribologisk och termisk motståndskraft jämfört med kol. Kiselkarbid bibehåller styrka vid höga temperaturer, har utmärkt korrosionsbeständighet och låg termisk expansion. Detta gör den lämplig för slipande, korrosiva och högtrycksapplikationer. Aluminiumoxid, på grund av sin hårdhet, ger utmärkta slitageegenskaper.
Här är några vanliga material och deras egenskaper:
- VolframkarbidDetta material är mycket motståndskraftigt. Det erbjuder exceptionell partikel- och slagtålighet, även om det har lägre tribologiska egenskaper än kiselkarbid. Dess Mohs-hårdhet är 9.
- KolKol är mest effektivt i kombination med ett hårdare material och är kommersiellt attraktivt. Det är dock mjukt och sprött, vilket gör det olämpligt för medier med fasta partiklar. Trippelfenolhartsimpregnerad kolgrafit erbjuder högre slitstyrka för krävande applikationer med begränsad smörjning eller aggressiva kemikalier.
- Aluminakeramik (99,5 % renhet)Detta är ett ekonomiskt alternativ med exceptionell kemisk och slitstark motståndskraft tack vare hög hårdhet. Dess Mohs-hårdhet är 9-10. Den är dock benägen att spricka genom fysiska och termiska chockskador. Detta gör den olämpligt för medier med fasta partiklar, låg smörjning eller plötsliga temperaturförändringar.
- KiselkarbidDetta material anses vara det mest tribologiskt effektiva i kombination med kol. Det är det hårdaste och mest slitstarka tätningsmaterialet och erbjuder exceptionell kemisk förmåga. För smörjmedier med hög halt fasta partiklar rekommenderas att två tätningsytor av kiselkarbid kombineras. Dess Mohs-hårdhet är 9-10.
Sekundära tätningselement
Sekundära tätningselement ger statisk tätning mellan tätningskomponenterna och pumphuset eller axeln. De möjliggör också axiell rörelse av tätningsytorna. Dessa element säkerställer en tät tätning även när primärytorna rör sig något.
Olika typer av sekundära tätningselement inkluderar:
- O-ringarDessa har ett cirkulärt tvärsnitt. De är enkla att installera, mångsidiga och den vanligaste typen. O-ringar finns i olika elastomera föreningar och durometrar för olika temperatur- och kemiska kompatibilitetsbehov.
- Elastomer- eller termoplastbälgarDessa används där glidande dynamiska tätningar inte är optimala. De böjer sig för att möjliggöra rörelse utan glidning och finns i olika material. De kallas även för "stövlar".
- Kilar (PTFE eller kol/grafit)Kilar, som fått sitt namn efter sin tvärsnittsform, används när O-ringar är olämpliga på grund av temperatur eller kemisk exponering. De kräver extern energitillförsel men kan vara kostnadseffektiva. Begränsningar inkluderar risken för att de fastnar i smutsiga installationer och att de blir nötande.
- MetallbälgarDessa används i högtemperatur-, vakuum- eller hygieniska tillämpningar. De är gjorda av ett enda metallstycke eller svetsade. De ger både sekundär tätning och fjäderbelastning för axiell rörelse.
- Plana packningarDessa används för statisk tätning, såsom att täta den mekaniska tätningens packbox mot monteringsflänsen eller andra statiska gränssnitt i enheten. De kan inte röra sig och är kompressionstätningar, vanligtvis för engångsbruk.
- U-koppar och V-ringarDessa är uppkallade efter sina tvärsnitt och tillverkade av elastomera eller termoplastiska material. De används i applikationer med låg temperatur och högt tryck, och där specifik kemisk kompatibilitet krävs.
Materialkompatibilitet för sekundära tätningselement är avgörande. Aggressiva vätskor kan reagera med tätningsmaterial och bryta ner deras molekylära struktur. Detta leder till försvagning, sprödhet eller mjukning. Detta kan orsaka uttunning, gropfrätning eller fullständig sönderfall av tätningskomponenter, inklusive sekundära tätningselement. För mycket korrosiva vätskor som fluorvätesyra (HF) rekommenderas perfluorelastomerer som sekundärt tätningselement. Detta beror på behovet av kemiskt resistenta material som kan motstå flyktigheten och trycket från sådana aggressiva kemikalier. Kemisk inkompatibilitet leder till materialnedbrytning och korrosion i mekaniska tätningar, inklusive sekundära tätningselement. Detta kan få tätningskomponenter att svälla, krympa, spricka eller korrodera. Sådana skador äventyrar tätningens integritet och mekaniska egenskaper, vilket resulterar i läckage och en kortare livslängd. Höga temperaturer, eller exoterma reaktioner orsakade av inkompatibla vätskor, kan också skada tätningsmaterial genom att överskrida deras kritiska temperaturgränser. Detta leder till förlust av styrka och integritet. Viktiga kemiska egenskaper som definierar kompatibilitet inkluderar vätskans driftstemperatur, pH-nivå, systemtryck och kemisk koncentration. Dessa faktorer avgör ett materials motståndskraft mot nedbrytning.
Fjädermekanismer
Fjädermekanismer applicerar en konstant och jämn kraft för att hålla de roterande och stationära tätningsytorna i kontakt. Detta säkerställer en tät tätning även vid slitage eller tryckfluktuationer.
Olika typer av fjädermekanismer inkluderar:
- Konisk fjäderDenna fjäder är konformad. Den används ofta i slam eller smutsiga medier tack vare sin öppna design, vilket förhindrar partikelansamling. Den ger ett jämnt tryck och en jämn rörelse.
- EnkelspiralfjäderDetta är en enkel spiralfjäder. Den används främst i trycktätningar för rena vätskor som vatten eller olja. Den är enkel att montera, billig och ger en jämn tätningskraft.
- VågfjäderDenna fjäder är platt och vågig. Den är idealisk för kompakta tätningar där axiellt utrymme är begränsat. Den säkerställer jämnt tryck i små utrymmen, minskar den totala tätningslängden och främjar stabil ytkontakt. Detta leder till låg friktion och längre tätningslivslängd.
- Flera spiralfjädrarDessa består av många små fjädrar anordnade runt tätningsytan. De finns vanligtvis ibalanserade mekaniska tätningaroch höghastighetspumpar. De applicerar jämnt tryck från alla sidor, minskar slitage på ytan och arbetar smidigt vid höga tryck eller varvtal. De erbjuder tillförlitlighet även om en fjäder går sönder.
Andra former av fjädermekanismer finns också, såsom bladfjädrar, metallbälgar och elastomerbälgar.
Packningplattans montering
Packboxaggregatet fungerar som monteringspunkt för den mekaniska tätningen till pumphuset. Den håller den stationära tätningsytan säkert på plats. Denna anordning säkerställer korrekt inriktning av tätningskomponenterna inuti pumpen.
Funktionsprincipen för mekaniska tätningar
Skapa tätningsbarriären
Mekaniska tätningarförhindra vätskeläckage genom att etablera en dynamisk tätning mellan en roterande axel och ett stationärt hus. Två noggrant konstruerade ytor, en som roterar med axeln och den andra fixerad vid pumphuset, bildar den primära tätningsbarriären. Dessa ytor trycker mot varandra och skapar ett mycket smalt mellanrum. För gastätningar mäter detta mellanrum vanligtvis 2 till 4 mikrometer (µm). Detta avstånd kan variera beroende på tryck, appliceringshastighet och typen av tätad gas. I mekaniska tätningar som arbetar med vattenhaltiga vätskor kan mellanrummet mellan tätningsytorna vara så litet som 0,3 mikrometer (µm). Denna extremt lilla separation är avgörande för effektiv tätning. Vätskefilmstjockleken mellan tätningsytorna kan variera från några få mikrometer till flera hundra mikrometer, påverkad av olika driftsfaktorer. En mikrometer är en miljondels meter eller 0,001 mm.
Den hydrodynamiska filmen
Ett tunt lager av vätska, känt som den hydrodynamiska filmen, bildas mellan de roterande och stationära tätningsytorna. Denna film är avgörande för tätningens funktion och livslängd. Den fungerar som ett smörjmedel, vilket avsevärt minskar friktion och slitage mellan tätningsytorna. Filmen fungerar också som en barriär som förhindrar vätskeläckage. Denna hydrodynamiska film uppnår maximalt hydrodynamiskt laststöd, vilket förlänger den mekaniska tätningens livslängd genom att avsevärt minska slitaget. Omkretsmässigt varierande vågighet på en sida kan orsaka hydrodynamisk smörjning.
Den hydrodynamiska filmen erbjuder större filmstyvhet och resulterar i lägre läckage jämfört med många hydrostatiska konstruktioner. Den uppvisar också lägre lyfthastigheter (eller spin-up-hastigheter). Spår pumpar aktivt vätska in i gränssnittet, vilket bygger upp hydrodynamiskt tryck. Detta tryck stöder lasten och minskar direktkontakt. Diffusorspår kan uppnå högre öppningskraft för samma läckage jämfört med spiralspår med platta tvärsnitt.
Olika smörjregimer beskriver filmens beteende:
| Regim | Filmtjocklek / Kontakt | Friktion och slitage | Läckage |
|---|---|---|---|
| Fullständig filmsmörjning | Tillräckligt tjock film, ingen stator-rotorkontakt | Avsevärt minskad | Kan vara överdrivet |
| Gränssmörjning | Delvis diskontinuerlig film, fasta kontakter på vissa ställen | Kan uppenbarligen minska | Ej tillämpligt |
| Blandad smörjning | Del av lasten genom mekanisk kontakt, majoriteten genom vätsketryck | Relativt måttlig | Mycket låg |
Vätskeviskositet spelar en avgörande roll i bildandet och stabiliteten hos denna film. En studie av tunna, viskösa, newtonska vätskefilmer visade att udda viskositet introducerar nya termer i flödets tryckgradient. Detta modifierar den ickelinjära utvecklingsekvationen för filmtjocklek avsevärt. Linjär analys visar att udda viskositet konsekvent utövar en stabiliserande effekt på flödesfältet. Rörelsen hos en vertikal platta påverkar också stabiliteten; nedåtgående rörelse förbättrar stabiliteten, medan uppåtgående rörelse minskar den. Numeriska lösningar illustrerar ytterligare rollen av udda viskositet i tunnfilmsflöden under olika plattrörelser i isotermiska miljöer, vilket tydligt visar dess inflytande på flödesstabilitet.
Krafter som påverkar mekaniska tätningar
Flera krafter verkar på tätningsytorna under pumpens drift och säkerställer att de förblir i kontakt och upprätthåller tätningsbarriären. Dessa krafter inkluderar mekanisk kraft och hydraulisk kraft. Mekanisk kraft appliceras från fjädrar, bälgar eller andra mekaniska element. Den upprätthåller kontakten mellan tätningsytorna. Hydraulisk kraft genereras från processvätsketrycket. Denna kraft trycker samman tätningsytorna, vilket förstärker tätningseffekten. Kombinationen av dessa krafter skapar ett balanserat system som gör att tätningen kan fungera effektivt.
Smörjning och värmehantering för mekaniska tätningar
Korrekt smörjningoch effektiv värmehantering är avgörande för mekaniska tätningars tillförlitliga drift och livslängd. Den hydrodynamiska filmen ger smörjning, vilket minimerar friktion och slitage. Friktion genererar dock fortfarande värme vid tätningsgränssnittet. För industriella tätningar varierar typiska värmeflöden från 10–100 kW/m². För högpresterande applikationer kan värmeflöden vara så höga som 1000 kW/m².
Friktionsbaserad värmegenerering är den primära källan. Den sker vid tätningsgränssnittet. Värmegenereringshastigheten (Q) beräknas som μ × N × V × A (där μ är friktionskoefficienten, N är normalkraften, V är hastigheten och A är kontaktytan). Den genererade värmen fördelas mellan de roterande och stationära ytorna baserat på deras termiska egenskaper. Viskös skjuvvärme genererar också värme. Denna mekanism involverar skjuvspänning i tunna vätskefilmer. Den beräknas som Q = τ × γ × V (skjuvspänning × skjuvhastighet × volym) och blir särskilt betydande i högviskösa vätskor eller höghastighetsapplikationer.
Optimerade balansförhållanden är en avgörande konstruktionsfaktor för att minimera värmegenerering när axelhastigheten ökar. En experimentell studie av mekaniska tätningar visade att kombinationen av balansförhållande och ångtryck signifikant påverkar slitage och friktionsförluster. Mer specifikt, under förhållanden med ett högre balansförhållande, var friktionsmomentet mellan tätningsytorna direkt proportionellt mot ångtrycket. Studien fann också att en betydande minskning av friktionsmoment och slitage kan uppnås med låga balansförhållanden.
Typer och val av mekaniska tätningar
Vanliga typer av mekaniska tätningar
Mekaniska tätningar finns i olika utföranden, vilka alla är lämpliga för specifika tillämpningar.Trycktätningaranvänd elastomer-O-ringar som rör sig längs axeln för att upprätthålla kontakten. Däremot,icke-tryckande tätningaranvänder elastomer- eller metallbälgar, som deformeras snarare än rör sig. Denna design gör icke-tryckande tätningar idealiska för slipande eller heta vätskor, såväl som korrosiva eller högtemperaturmiljöer, och uppvisar ofta lägre slitage.
| Särdrag | Trycktätning | Icke-tryckande tätning |
|---|---|---|
| Sekundär tätningstyp | Dynamisk O-ring | Bälgar (metall eller elastomer) |
| Bäst för | Högtrycksmiljöer | Slipande eller heta vätskor, frätande/hög temperatur |
| Slitstyrka | Måttlig | Låg |
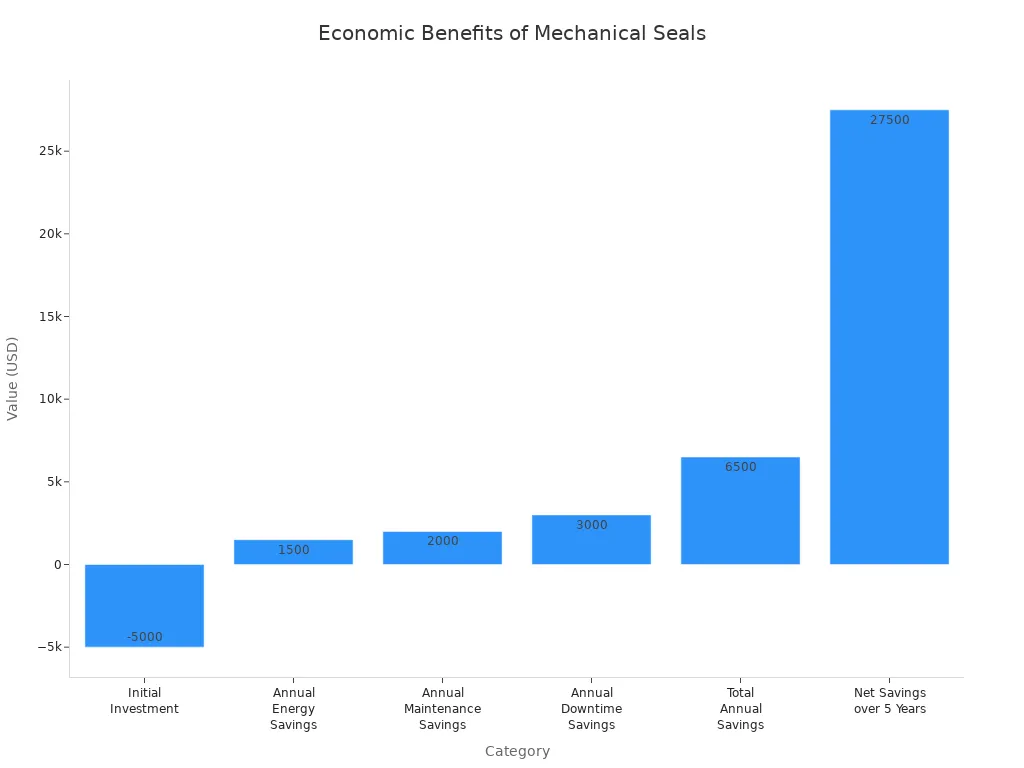
En annan skillnad ligger mellanpatrontätningarochkomponenttätningarEn mekanisk patrontätning är en förmonterad enhet som innehåller alla tätningskomponenter i ett enda hölje. Denna design förenklar installationen och minskar risken för fel. Komponenttätningar består dock av enskilda element som monteras i fält, vilket kan leda till mer komplex installation och högre risk för fel. Även om patrontätningar har en högre initialkostnad leder de ofta till lägre underhåll och minskad stilleståndstid.
| Särdrag | Patrontätning | Komponenttätning |
|---|---|---|
| Installation | Enkel, förmonterad enhet | Komplexa, individuella element monterade i fält |
| Kosta | Högre i förskott | Sänk ner i förväg |
| Fel | Minskade installationsfel | Högre risk för installationsfel |
| Underhåll | Lägre, förkortar driftstopp | Högre, kräver skickliga tekniker |
Tätningar klassificeras också som balanserade eller obalanserade. Balanserade mekaniska tätningar hanterar högre tryckskillnader och bibehåller stabila tätningsytpositioner, vilket gör dem lämpliga för kritiska applikationer och höghastighetsutrustning. De erbjuder förbättrad energieffektivitet och förlängd livslängd för utrustningen. Obalanserade tätningar har en enklare design och är mer prisvärda. De är ett praktiskt val för mindre krävande applikationer som vattenpumpar och HVAC-system, där tillförlitlighet är viktigt men höga tryck inte är ett problem.
Faktorer för att välja mekaniska tätningar
Att välja rätt mekanisk tätning kräver noggrann hänsyn till flera viktiga faktorer.ansökani sig dikterar många val, inklusive installation av utrustning och driftsprocedurer. Till exempel skiljer sig kontinuerligt driftsatta ANSI-processpumpar avsevärt från intermittenta dränkpumpar, även med samma vätska.
Mediaavser vätskan i kontakt med tätningen. Ingenjörer måste kritiskt utvärdera vätskans beståndsdelar och natur. De frågar om den pumpade strömmen innehåller fasta ämnen eller frätande föroreningar som H2S eller klorider. De beaktar också produktens koncentration om det är en lösning, och om den stelnar under några förekommande förhållanden. För farliga produkter eller de som saknar lämplig smörjning är externa spolningar eller dubbelt trycksatta tätningar ofta nödvändiga.
Tryckochhastighetär två grundläggande driftsparametrar. Trycket i tätningskammaren får inte överstiga tätningens statiska tryckgräns. Det påverkar också den dynamiska gränsen (PV) baserat på tätningsmaterial och vätskeegenskaper. Hastighet påverkar tätningens prestanda avsevärt, särskilt i extrema situationer. Höga hastigheter leder till centrifugalkrafter på fjädrarna, vilket gynnar stationära fjäderkonstruktioner.
Vätskeegenskaper, driftstemperatur och tryck påverkar direkt valet av tätning. Slitande vätskor orsakar slitage på tätningsytorna, medan korrosiva vätskor skadar tätningsmaterial. Höga temperaturer gör att material expanderar, vilket kan leda till läckage. Låga temperaturer gör material spröda. Högt tryck utsätter tätningsytorna för ytterligare belastning, vilket kräver en robust tätningskonstruktion.
Tillämpningar av mekaniska tätningar
Mekaniska tätningar används ofta inom olika branscher på grund av deras avgörande roll för att förhindra läckage och säkerställa driftseffektivitet.
In olje- och gasutvinning, tätningar är avgörande i pumpar som arbetar under extrema förhållanden. De förhindrar kolväteläckage, vilket säkerställer säkerhet och miljöefterlevnad. Specialtätningar i undervattenspumpar tål högt tryck och korrosivt havsvatten, vilket minskar miljörisker och stilleståndstid.
Kemisk bearbetning och lagringförlita dig på tätningar för att förhindra läckage av aggressiva, frätande ämnen. Dessa läckor kan orsaka säkerhetsrisker eller produktförlust. Avancerade tätningar tillverkade av korrosionsbeständiga material som keramik eller kol är vanliga i reaktorer och lagringstankar. De förlänger utrustningens livslängd och bibehåller produktens renhet.
Vatten- och avloppsreningAnläggningar använder tätningar i pumpar och blandare för att hålla vatten och kemikalier. Dessa tätningar är konstruerade för kontinuerlig drift och motståndskraft mot biologisk nedsmutsning. I avsaltningsanläggningar måste tätningarna tåla höga tryck och salthaltiga förhållanden, med prioritet för hållbarhet för driftssäkerhet och miljöefterlevnad.
Slipande uppslamningar och korrosiva vätskor innebär specifika utmaningar. Slipande partiklar accelererar slitage på tätningsytor. Kemisk reaktivitet hos vissa vätskor bryter ner tätningsmaterial. Lösningar inkluderar avancerade elastomerer och termoplaster med överlägsen kemisk resistens. De inkluderar också skyddande funktioner som barriärvätskesystem eller miljökontroller.
Mekaniska tätningar förhindrar läckage genom att bilda en dynamisk barriär mellan roterande och stationära ytor. De erbjuder betydande kostnadsbesparingar för underhåll och förlänger utrustningens livslängd. Korrekt val och underhåll säkerställer deras livslängd, ofta över tre år, vilket ger tillförlitlig pumpdrift.
Vanliga frågor
Vad är den primära funktionen hos en mekanisk tätning?
Mekaniska tätningarförhindrar vätskeläckage runt pumpens roterande axel. De skapar en dynamisk barriär som säkerställer effektiv och säker pumpdrift.
Vilka är huvuddelarna i en mekanisk tätning?
Huvuddelarna inkluderar roterande och stationära tätningsytor, sekundära tätningselement,fjädermekanismeroch flänsplattan. Varje komponent utför en avgörande uppgift.
Varför spelar den hydrodynamiska filmen roll i mekaniska tätningar?
Den hydrodynamiska filmen smörjer tätningsytorna, vilket minskar friktion och slitage. Den fungerar också som en barriär som förhindrar vätskeläckage och förlänger tätningens livslängd.
Publiceringstid: 1 april 2026